b) imbastitura :
La scelta dell'ugello a fiamma pilota dipende dallo spessore e dalla massa
dei pezzi da assemblare (vedi tabella a pagina 231).
Come per la saldatura autogena, l'imbastitura serve a fissare i pezzi tra di
loro e consiste nel realizzare punti di saldobrasatura (lunghezza da 2 a 3
mm) mediante applicazione di ottone rivestito sui pezzi preventivamente e
specificamente riscaldati alla temperatura di bagnatura.
I punti vanno applicati nello stesso ordine di quello seguito per la saldatu-
ra autogena (vedi pagina 224).
c) realizzazione :
Riscaldare l'inizio del giunto sino alla temperatura di bagnatura (650-
750°C). Il raggiungimento di tale temperatura viene accertato deposi-
tando una goccia di metallo d'apporto e verificando che tale goccia si
allarghi e penetri all'interno del giunto.
Si procederà, quindi, avanzando lungo il giunto e depositando il metal-
lo d'apporto, bagnando nel contempo, per intermittenza, l'estremità
della bacchetta dentro il "bagno di fusione" (1 volta al secondo circa).
La velocità di avanzamento e di deposito del metallo viene regolata
sorvegliando il cordone, che dovrà avere una forma e una lunghezza
regolari.
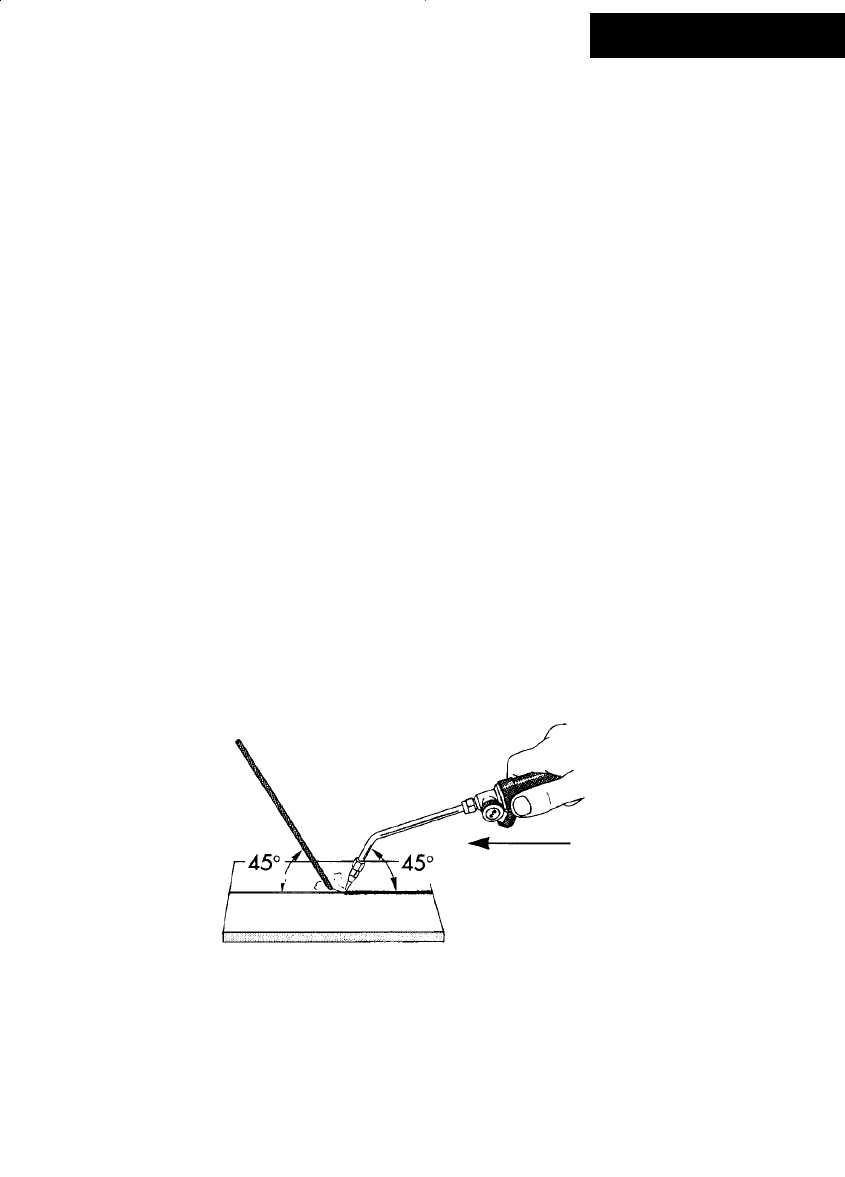
Durante la saldobrasatura, la fiamma del cannello verrà tenuta a una
distanza di 2 o 3 mm dal giunto. Il cannello non dovrà essere mosso
lateralmente.
Rispettive posizioni del cannello e del metallo d'apporto rispetto al giunto.
Dopo un'eventuale interruzione della saldobrasatura, riprendere 1 cm prima del
punto in cui ci si è interrotti e verificare la fusione dell'estremità del cordone inter-
rotto.
230
OXYPOWER
®
senso d'avanzamento