Regolare il livello di arcforce usando la rotella di destra , un simbolo luminoso indica un valore relativo che va da -9 a +9. Più il livello di arcforce
è basso e più l’arco sarà dolce, al contrario più il livello di arcforce è elevato e più la sovracorrente in saldatura sarà elevata. Il valore preimpostato è 0.
PARAMETRI DI SALDATURA
REGOLAZIONE DELL’INTENSITÀ DI SALDATURA
Le regolazioni che seguono corrispondono all’intervallo di intensità utilizzabile in funzione del tipo e del diametro dell’elettrodo. Questi intervalli sono
abbastanza ampi perché dipendono dall’applicazione e dalla posizione della saldatura.
Ø dell’elettrodo (mm)Rutile E6013
(A)
Basico E7018
(A)
Cellulosico E6010
(A)
1.630-6030-55-
2.050-7050-80-
2.560-10080-11060-75
3.1580-15090-14085-90
4.0100-200125-210120-160
5150-290200-260110-170
6.3200-385220-340-
REGOLAZIONE DELL’ARCFORCE
Si consiglia di posizionare l’arcforce in posizione mediana (0) per iniziare la saldatura e regolarla in funzione dei risultati e delle preferenze di saldatura
Nota : l’intervallo di regolazione dell’arcforce è specico al tipo di elettrodo scelto.
PARAMETRI AVANZATI
Basatevi sul capitolo «accesso ai menù» per maggiori dettagli riguardanti l’accesso ai parametri avanzati.
Le due modalità MMA e sono provviste dei parametri addizionali seguenti :
: HotStart, livello di sovracorrente all’innesco, espresso in percentuale di corrente di saldatura.
: Hotstart Time, durata della sovracorrente all’innesco espressa in secondi.
: Antisticking, attivo (On), la corrente si annullerà alla ne dei 2 secondi consecutivi al corto-circuito, inattivo (Off), la corrente non si annulla
nemmeno in caso di corto-circuito prolungato.
In modalità MMA montante , due parametri supplementari sono accessibili :
: Frequency, determina il numero di pulsazioni al secondo (Hz).
: Percentuale, determina il livello di bassa corrente espresso in percentuale di corrente di saldatura.
SALDATURA AD ELETTRODO TUNGSTENO CON GAS INERTE (TIG )
COLLEGAMENTO E CONSIGLI
La saldatura TIG necessita di una torcia così come di una bombola di gas di protezione dotata di un regolatore.
Collegare il morsetto di massa al connettore di raccordo positivo(+).
Collegare il cavo di potenza della torcia al connettore di racccordo negativo (–).
Collegare il tubo di gas della torcia all’uscita del regolatore.
Assicurarsi che la torcia sia correttamente equipaggiata per l’uso con questa macchina e che i consumabili (pinze di bloccaggio, fascette supporto,
diffusore e ugello) non siano logori.
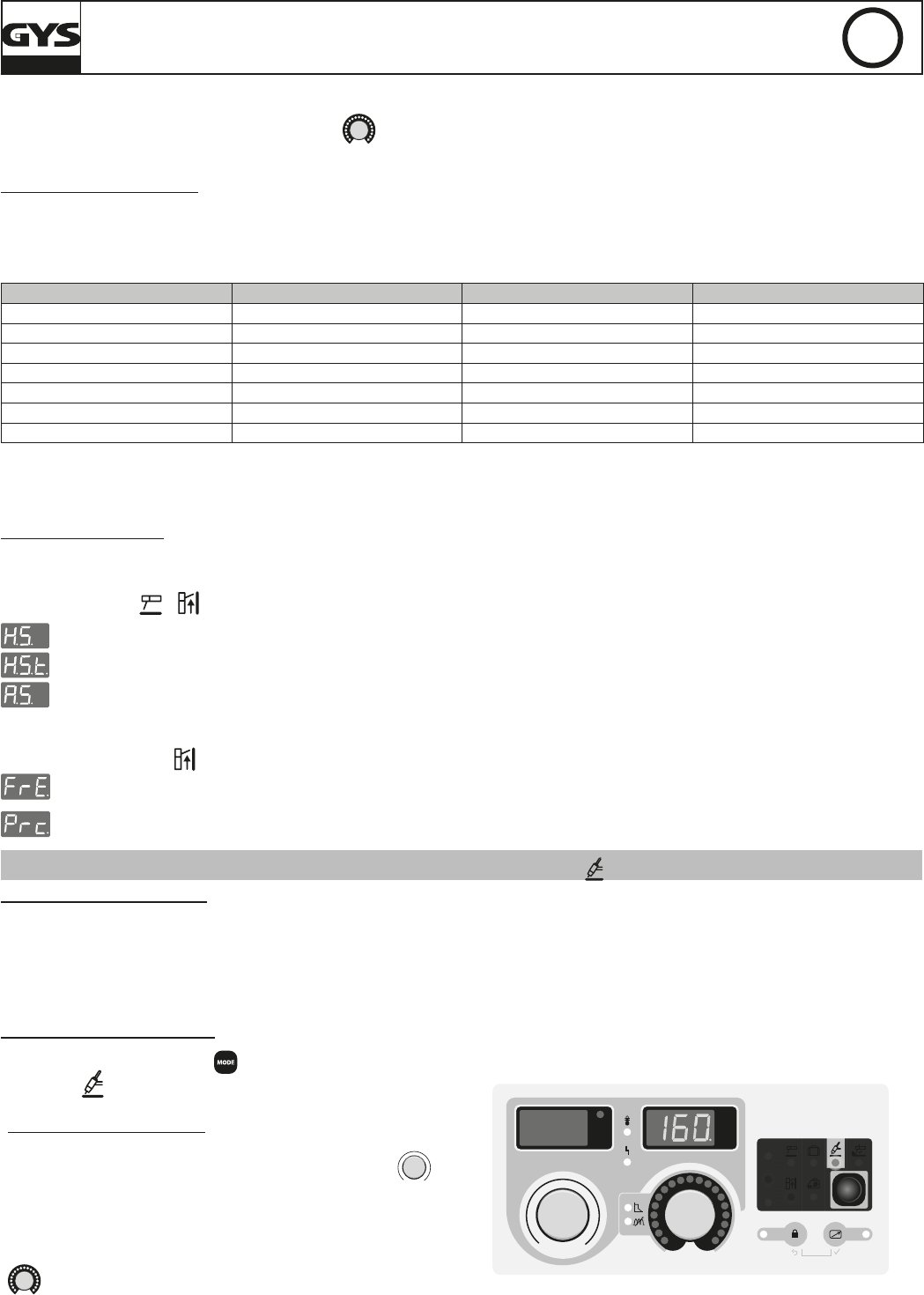
SELEZIONE DELLA MODALITA’
Premere più volte il pulsante no a che il LED non si accende
sul simbolo .
PARAMETRI DI SALDATURA
1. Regolazione dell’intensità di saldatura :
Regolare la corrente di saldatura usando la rotella principale in fun-
zione dello spessore e del tipo di assemblaggio da realizzare. Il valore della
corrente è indicato sullo schermo di destra.
2. Regolazione dell’evanescenza (downslope) :
Regolare il tempo di evanescenza con l’aiuto della manopola secondaria
. L’indicatore luminoso indica la posizione della regolazione, lo scher-
mo di destra indica con precisione la durata dell’evanescenza espressa in
secondi.
Rutile
0
+9-9
Basic
ARC FORCE
INDUCTANCE
Cellulosic
6013
7018
6010
MMA
press 3 s
MIGTIG
setup
memory
Gouging
CV
MODE
MADE IN FRANCE
AV
VRD
press 3spress 3s
Le zone in grigio scuro non sono utili in questa modalità.
INNESCO :
L’innesco è di tipo LIFT : con l’aiuto della torcia, far toccare l’elettrodo con il pezzo da saldare poi alzare dolcemente l’elettrodo, si forma un arco.
ARRESTO DELLA SALDATURA / RILASCIO DELL’EVANESCENZA :
Per interrompere la saldatura, tirare leggermente l’arco, che diminuirà gradualmente in intensità (evanescenza).
Libble nimmt den Missbrauch seiner Dienste sehr ernst. Wir setzen uns dafür ein, derartige Missbrauchsfälle gemäß den Gesetzen Ihres Heimatlandes zu behandeln. Wenn Sie eine Meldung übermitteln, überprüfen wir Ihre Informationen und ergreifen entsprechende Maßnahmen. Wir melden uns nur dann wieder bei Ihnen, wenn wir weitere Einzelheiten wissen müssen oder weitere Informationen für Sie haben.
Art des Missbrauchs:
Forenregeln
Um zu sinnvolle Fragen zu kommen halten Sie sich bitte an folgende Spielregeln:
Lesen Sie zuerst die Anleitung;
Schauen Sie nach, ob die Frage bereits gestellt wurde;
Stellen Sie die Frage so deutlich wie nur einigermaßen möglich;
Erwähnen Sie was Sie bereits versucht haben um das Problem zu lösen;
Ist Ihr Problem von einem Besucher gelöst dann lassen Sie ihn / sie wissen in diesem Forum;
Falls Sie reagieren möchten, so verwenden Sie bitte das Antworten- Formular;
Da ihre Frage für alle Besucher sichtbar ist, sollten Sie lieber keine persönliche Daten erwähnen.
Neu registrieren
Registrieren auf E - Mails für Gys EXAGON 400 CC-CV wenn:
neue Frage gestellt werden
neue Handbücher vorhanden sind
Sie erhalten eine E-Mail, um sich für eine oder beide Optionen anzumelden.
Das Handbuch wird per E-Mail gesendet. Überprüfen Sie ihre E-Mail.
Wenn Sie innerhalb von 15 Minuten keine E-Mail mit dem Handbuch erhalten haben, kann es sein, dass Sie eine falsche E-Mail-Adresse eingegeben haben oder dass Ihr ISP eine maximale Größe eingestellt hat, um E-Mails zu erhalten, die kleiner als die Größe des Handbuchs sind.
Ihre Frage wurde zu diesem Forum hinzugefügt
Möchten Sie eine E-Mail erhalten, wenn neue Antworten und Fragen veröffentlicht werden? Geben Sie bitte Ihre Email-Adresse ein.