27DE/ AT / CH
Überlappungsschweißverbindungen
Die gebräuchlichste Vorbereitung ist
die mit geraden Schweißkanten. Die
Schweißung lässt sich durch eine normale
Winkelschweißnaht lösen. Die beiden
Werkstücke müssen, wie in Abbildung
AB gezeigt, so nah wie möglich
aneinandergebracht werden.
AB
zMMA-Schweißen
Stellen Sie sicher, dass der
Hauptschalter
5
auf Position
„O“ („OFF“) gestellt ist bzw. dass
der Netzstecker
3
nicht in die
Steckdose eingesteckt ist.
Schließen Sie den Elektrodenhalter
34
und die Masseklemme
4
am
Schweißgerät an, wie in Abbildung
AC gezeigt. Beachten Sie hierzu
auch die Angaben des
Elektrodenherstellers.
Legen Sie gemäß der Vorgaben
geeignete Schutzkleidung an und
bereiten Sie ihren Arbeitsplatz vor.
Schließen Sie die Masseklemme
4
an das Werkstück an.
Klemmen Sie die Elektrode in den
Elektrodenhalter
34
.
Schalten Sie das Gerät ein, indem
Sie den Hauptschalter
5
auf
Position „I“ („ON“) stellen.
Wählen Sie den Modus "MMA"
durch Betätigen der Wahltaste
Schweißmodus
35
, bis das
Indikatorlämpchen neben "MMA"
leuchtet.
Stellen Sie den Schweißstrom mit
dem Drehschalter für
Schweißstromeinstellung
6
je nach
verwendeter Elektrode ein.
Hinweis: Richtwerte für den
einzustellenden Schweißstrom
in Abhängigkeit vom
Elektrodendurchmesser entnehmen Sie
nachfolgender Tabelle.
Ø Elektrode Schweißstrom
1.6 mm 40 – 55 A
2.0 mm 55 – 65 A
2.5 mm 65 – 80 A
3.2 mm 80 – 120 A
Hinweis: Durch Betätigen der
Wahltaste Spannungsminderer
37
kann
die Spannungsminderungsfunktion
(VRD) aktiviert werden. Die LED neben
„A/VRD“ leuchtet. Hierdurch wird die
Ausgangsspannung reduziert und die
Sicherheit für den Anwender während
Schweißpausen erhöht.
Achtung: Die Masseklemme
4
und
der Elektrodenhalter
34
/die Elektrode
dürfen nicht in direkten Kontakt gebracht
werden.
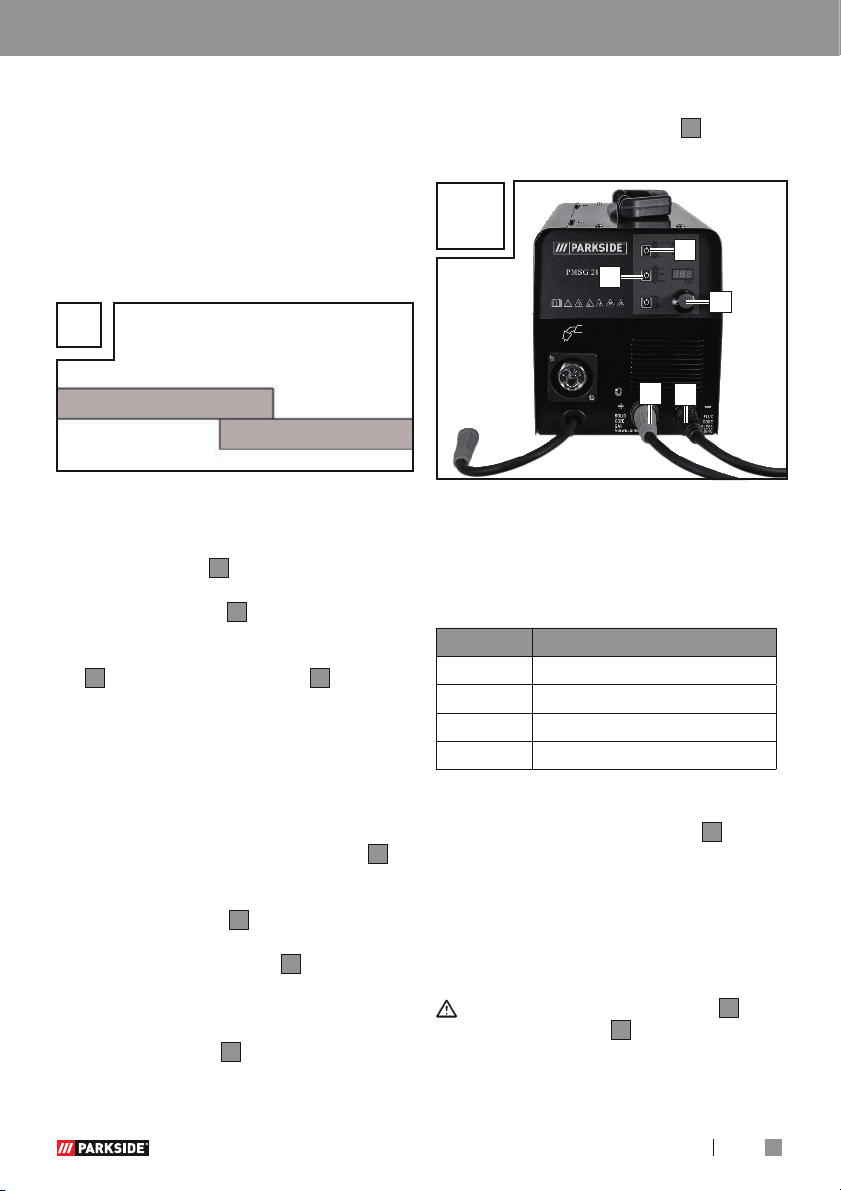
Inbetriebnahme / MMA-Schweißen
AC
34 4
35
36
6