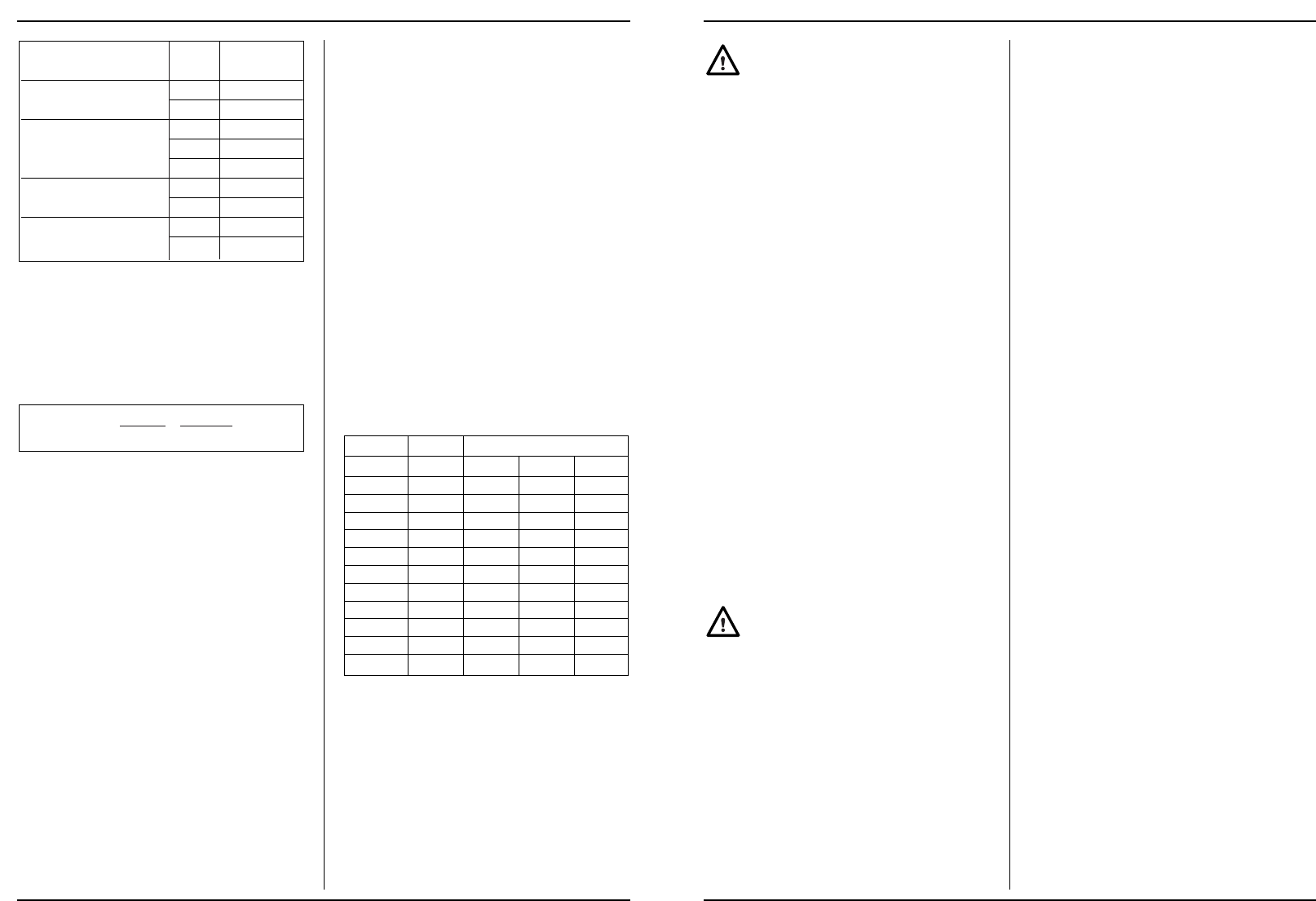
A l’aide de ce tableau vous pouvez choisir la vitesse cor-
recte pour n’importe quel diamètre. Vous n’avez qu’à in-
troduire la vitesse souhaitée dans la formule suivante.
v = vitesse en mètres par minute
d = diamètre de l’ouvrage en millimètres
n = nombre de tours par minute
π = constante, à savoir 3,14 :
EXEMPLES DE CALCUL
1. Un morceau rond d’acier argenté de 100 mm doit être
tourné au moyen d’un outil HSS. Dans le tableau il est
indiqué que l’acier argenté doit être tourné alors à 32
m/min, v = 32. 32.000 divisé par 100 donne un nombre
de tours de 320 t/min. Il faut mettre la courroie 2 sur les
disques arrière de la poulie intermédiaire et de la pou-
lie de l’arbre principal.
2. Une petite barre de cuivre de 10 mm est tournée au
moyen d’un outil HM. v = 200, voilà pourquoi n dépas-
se largement le nombre de tours maximal. Le nombre
de tours le plus élevé peut être réglé. La courroie 2 est
mise sur le disque arrière de la poulie du moteur et sur
la poulie de l’arbre principal.
FILETAGE
A part les travaux de tournage normaux le tour MD-350
permet d’exécuter des filetages à cet effet il faut utiliser
des outils spéciaux. La technique du filetage n’est pas
simple. Pour obtenir un ajustage correct il faut que le profil
fileté ainsi que le diamètre du noyau et le diamètre extéri-
eur soient très exacts. Voilà pourquoi beaucoup de tour-
neurs utilisent des tarauds de filetage. Les plaquettes de
filetage peuvent être utilisées de la même manière, mais il
faut fabriquer vous-même un porte-plaquette appropriée.
Le filetage se fait à des nombres de tours très lents (le plus
souvent 70 t/min), ou au besoin par commande manuelle
de la manivelle pour faire tourner l’arbre principal.
Pour le couper de pouce fil, vous avez besoin d’un jeu
de pignons séparé. Ce jeu n’est pas inclus. Vous pou-
vez acheter ce jus chez votre fournisseux sous le
numéro 330961.
On appelle la distance qui se répète toujours entre deux
points fixes d’un filetage le pas du filetage. Pour les tra-
vaux de filetage il faut toujours régler ce pas. Vous pouvez
le faire en choisissant une certaine combinaison de roues
de renvoi sur la tire. Dans la partie gauche de la fig.17 une
transmission simple pour le filetage est représentée (tra-
vail simple) et à droite une transmission double pour l’a-
vance automatique (travail double). Ainsi le support est
déplacé sur une certaine distance pendant une révolution
de l’arbre principal. Dans la poupée deux transmissions
fixes ont déjà été montées à l’usine, à savoir 1: 4 pour le
pas de filetage et 1: 40 pour l’avance, qui déterminent le
nombre de tours de l’arbre de sortie coaxial. Il faut calculer
la transmission terminale à partir de cette sortie. Il y a des
formules pour ce calcul, mais pour plus de commodité les
mesures du pas de filetage les plus fréquentes ont déjà
été indiquées dans le tableau qui se trouve ci-dessous.
Toutes les roues indiquées sont fournies avec le modèle
standard ! La pose et le réglage des roues de renvoi se font
par le déplacement de la tire et de l’essieu de la roue in-
termédiaire et par la pose d’anneaux de remplissage. Il
faut que le jeu des roues de renvoi dentées soit minimal.
Dans le tableau - deuxième colonne - vous voyez en outre
comment la force d’avance peut être réglée au moyen des
mêmes roues de renvoi.
38 Ferm
WICHTIG:
Die Präzision des Werkstückes ist
zuerst und vor allem abhängig von Fachkennt-
nis und Erfahrung. Beim Drehen können viele
Faktoren das Endresultat beeinflussen, wie zum Beispiel
Art und Zustand der Drehstähle, die Art des zu bearbeiten-
den Materials, die Dreh- und Ansetzgeschwindigkeiten,
die Befestigung des Werkstücks, die Aufstellung und der
Zustand, in der sich die Maschine befindet. Mit der MD-
350 ist es möglich, langlebige Werkstücke mit großer Prä-
zision anzufertigen, wenn alle Umstände perfekt sind.
FÜR DEN BEGINNENDEN DREHER
Beim Drehen können große Kräfte auf bestimmte Unter-
teile einwirken. Bei nicht korrektem Gebrauch können die-
se Unterteile beschädigt oder verformt werden und viel
schneller verschleißen, selbst wenn sie noch so fachkun-
dig entworfen und gefertigt wurden. Hierdurch wird die
Genauigkeit der Drehmaschine stark abnehmen, was ei-
nen direkten Einfluß auf die Qualität und Präzision Ihrer
Werkstücke hat. Es ist also wichtig, daß die Maschine
fachgerecht bedient wird. Angeraten wird, wenn sie kein
erfahrener Dreher sind, mit einfachen Werkstücken zu be-
ginnen und die verschiedenen Möglichkeiten der Dreh-
maschine mit Probearbeiten auszuprobieren. Es ist lehr-
reich, erfahrenen Drehern zuzusehen, denn kein Meister
ist vom Himmel gefallen! Um Enttäuschungen zu vermei-
den, müssen Sie sich die Basisprinzipien des Drehens
erst einmal zu eigen machen. rehen ist nicht umsonst ein
Fachberuf.
Über Metallbearbeiten finden sie in Bibliotheken und
Buchläden oft genug Nachschlagwerke. Außerdem gibt
es Modellbauzeitschriften, die regelmäßig über dieses
Thema schreiben. Noch besser ist es, wenn Sie in den Be-
sitz eines technischen Studienbuches kommen können,
selbst, wenn es etwas veraltert ist. Darin steht neben den
allgemeinen Prinzipien des Drehens viel Wissenswertes
und gut brauchbare Übersichten von Problemen mit mög-
lichen Ursachen und Lösungen.
Stellen Sie zum Fräsen von Kunststoff-
Werkstücken immer auf eine niedrige Drehzahl
ein.
FUNKTIONSWEISE DER MASCHINE
Um einen guten Einblick in die Funktionsweise der Ma-
schine zu erhalten, kann man sie am besten in eine Anzahl
Hauptgruppen und Komponenten mit jeweils spezifi-
schen Funktionen unterteilen. (Siehe Abb. 1).
DAS MASCHINENBETT
Das Maschinenbett verbindet alle Unterteile und hat da-
neben auch noch andere wichtige Funktionen. Das Bett
(3) ist aus hochwertigem grauem Gußeisen angefertigt
und hat diverse angegossene Querverstärkungen. Durch
die Konstruktion und die angewendete Materialart wer-
den Vibrationen besser absorbiert und sind Verformun-
gen durch Belastung minimal. Das Bett hat zwei sehr prä-
zise geschliffene Gleitflächen zum Führen von Support
und Reitstock. Diese Führungen, eine prismatische und
eine flache, sorgen für die Einhaltung der Zentrierlinie (4).
Siehe Abb. 2.
DER MOTOR
Der angebaute Wechselstrommotor ist ein kohlebürstenf-
reier 1-Phase-Wechselstrom- Motor mit Startkondensa-
tor. Der Motor ist unterhaltsfrei und bedarf keiner speziel-
len Behandlung. Mit Keilriemen und mehrfachen Riemen-
scheiben, wird die Bewegung des Motors auf die Haupt-
spindel übertragen.
DER SPINDELSTOCK
Der gegossene Spindelstock (1) ist mit einer Prismafüh-
rung und zwei Spannplatten auf dem Bett befestigt. An der
Rückseite sitzt eine Ölablaßmutter. Der Deckel kann zur
Inspektion und zum Ölen abgenommen werden. Unten im
Spindelstock befindet sich ein System drehender Achsen
und Zahnräder. Durch diese Zahnräder wird die Gesch-
windigkeit der Hauptspindel vermindert und auf eine dop-
pelte coaxiale Ausgangsachse übertragen. Auf dieser
Achse befindet sich das Antriebszahnrad für den Vor-
schub und das Antriebszahnrad zum Gewindeschneiden
(siehe Figur 3). Im Spindelstock sitzt das wichtigste Unter-
teil der Maschine, die Hauptspindel (2). Sie ist mit zwei ko-
nischen Rollenlagern in einer O-Aufstellung befestigt. Alle
drehenden Teile im Spindelstock werden in einem Ölbad
geschmiert. Der Ölstand ist im Fenster an der Vorderseite
ablesbar. Die Hauptspindel besitzt eine durchgehende
Bohrung mit einem Befestigungsflansch und einem Mor-
sekonus an der rechten Seite für respektive die Span-
nbacken und die Körnerspitze.
DER SUPPORT
An den Gleitführungen auf dem Bett ist der Support (5) be-
festigt. Er sorgt für das kontrollierte Gleiten des Werk-
zeugs am Werkstück entlang. Der Support besteht zum
einen aus einem Längsschlitten mit Schloßplatte. Dieser
Schlitten liegt direkt auf dem Bett und sorgt für die Ver-
schiebung in der Längsrichtung. Diese Verschiebung
kann per Hand oder automatisch durch den Längsvor-
schub (6) erfolgen. Im letzten Fall muß die Schloßmutter
im Schloßkasten geschlossen werden. Auf dem Längs-
schlitten ist ein zweiter Schlitten angebracht, der für die
Drehstahlverschiebung in Querrichtung sorgt. Mittels ei-
ner Spindel mit Folgemutter kann dieser Schlitten ver-
schoben oder eingestellt werden. Auf dem Querschlitten
ist ein Drehteil angebracht. Hiermit kann der Oberschlitten
oder Drehstahlschlitten in eine Gradeinstellung gebracht
werden. Der dritte und oberste Schlitten, der Oberschlit-
ten, kann in jeder gewünschten Richtung in einer Länge
von 70 mm verschoben werden und folgt jeder Bewegung
aller darunter liegenden Schlitten sowie des Drehteils.
Oben auf dem Drehstahlschlitten ist eine Spannplatte an-
gebracht. Hierin können Werkzeuge bis zu einer Punkthö-
he von maximal 15 mm eingespannt werden, dem vertika-
len Abstand zur Zentrierlinie. Die Spannplatte ist ein Vierf-
achstahlhalter mit Fixierungsmöglichkeiten. Hierdurch
kann der Drehstahl schnell gewechselt werden, ohne neu
eingerichtet werden zu müssen.
Ferm 15