10
S R V
S R V S R V
5. él d ConT
5. por -ou
Fixez l
L
afi
form
Rég
régl
aci
5.4 Hau d ’o
Pour l
ali
en
piè
tra
Page 27
5.3 Éléments de contrôle
Vitesse d’avance
Filetage – en pouces
désengagé (avance
engagé (avance activée)
5.4 Porte-outil
Fixez l’outil tournant au porte-outil.
L’outil possible,
de façon fiable, la force de coupe générée lors de la formation de cope
Réglez
requise. Si nécessaire, utilisez descale d’écartement en acier sous l’outil pour obtenir la h
souhaitée.
Porte-outil
5.4.1 Hauteur d’out
Pour
centre surface
opération
la pièce à u afin d produire une surface pla Parmi les différentes métho on trouve le
traitement de surface transversal, le découpage transversal et le traitement de s
Outil réglé selon la hauteur de
centre
Outil réglé au-dessus de la hauteur
de centre
Outil réglé en dessous de la
hauteur de centre
Hauteur de l’outil
5.4.2 A
ATTENTION !
L’outil doit être fixé de sorte que son axe
soit perpendiculaire à celui de la pièce à
usiner. S’il est serré selon un autre angle,
l’outil risquera d’être aspiré par la pièce à
usiner.
Outil serré
perpendiculairement à
l’axe de la pièce à usiner
Outil serré selon un
angle, par rapport à la
direction d’avance
Graphique : angle de l’outil
Page 26
5 Utilisation
5.1 Sécurité
N’utilisez le tour que dans les conditions suivantes :
• Le tour est en bon état de fonctionnement.
• Le tour est utilisé conformément aux instructions.
• Les instructions du manuel d’utilisation sont respectées.
• Tous les dispositifs de sécurité sont installés et activés.
Toute résolue.
arrêtez immédiatement la m e assurez-vous qu’elle ne puisse pas être démarrée
accidentellement, ni sans autorisation.
Avertissez immédiatement la personne responsable de tout
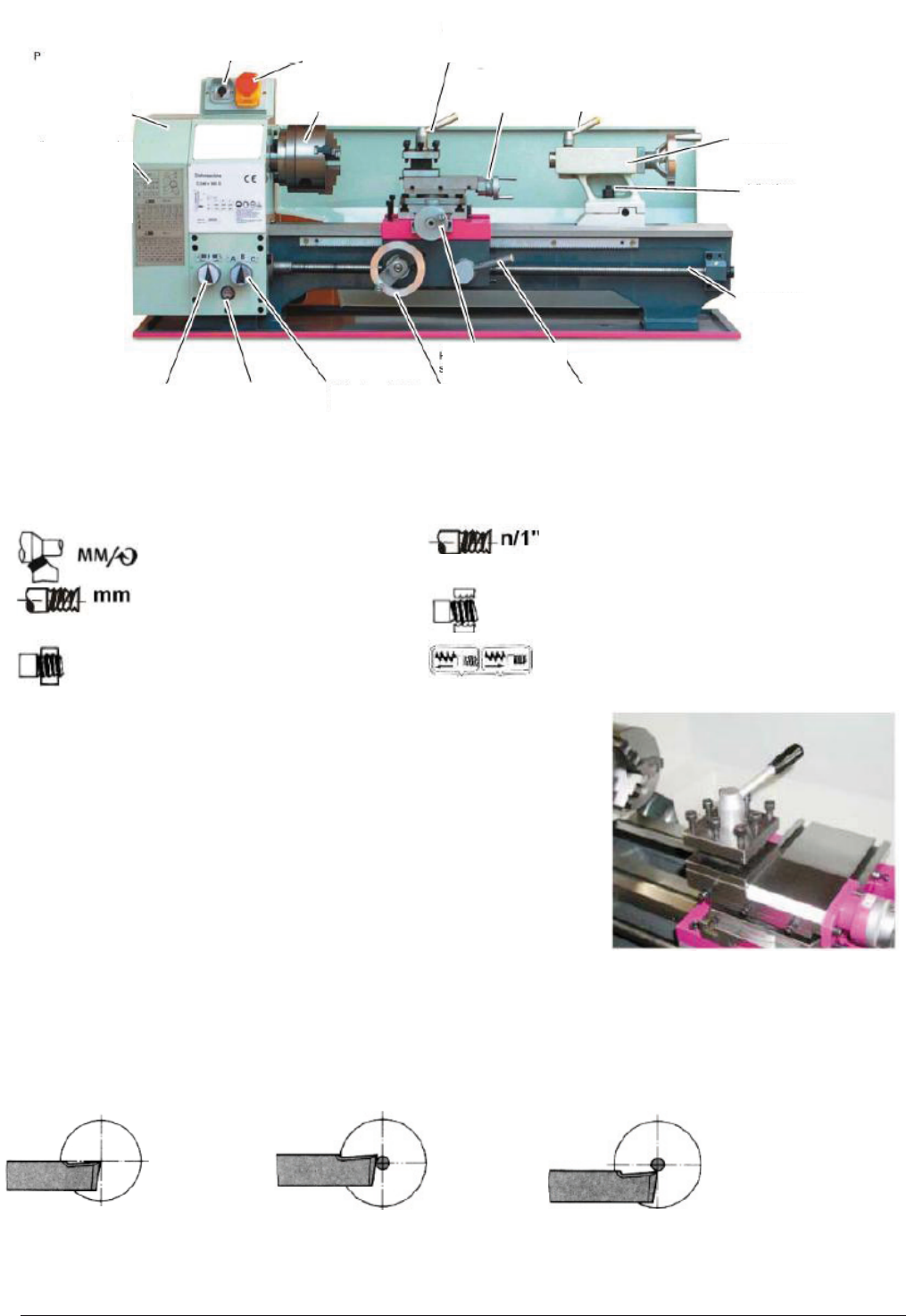
5.2 Éléments indicateurs et de contrôle
5.2.1
Protection de la
poupée
Mécanisme de
changement et
tableau
d‘avance
changement avec
position OFF
Bouton d’urgence
ON/OFF
dispositif de
maintien d‘outil
Levier de serrage
pour fourreau de
contre-poupée
Volant manuel avec échelle
pour chariot supérieur
Mandrin du tour
Poupée
Vis-mère
Vis de réglage pour
tournage conique
ll‘avance
sélection de la
direction d‘avance
Hublot
d’inspection
de l‘huile
sélection de la
vitesse
selle de tour
Volant manuel
pour selle de tour
Page 27
5.3 Éléments de contrôle
Écrou de vis-mère
désengagé (avance
désactivée)
Écrou de vis-mère
engagé (avance activée)
5.4 Porte-outil
Fixez l’outil tournant au porte-outil.
L’outil possible,
de façon fiable, la force de coupe générée lors de la formation de cope
Réglez
requise. Si nécessaire, utilisez descale d’écartement en acier sous l’outil pour obtenir la h
souhaitée.
Porte-outil
5.4.1 Hauteur d’out
Pour
centre surface
opération
la pièce à u afin d produire une surface pla Parmi les différentes métho on trouve le
traitement de surface transversal, le découpage transversal et le traitement de s
Outil réglé selon la hauteur de
centre
Outil réglé au-dessus de la hauteur
de centre
Outil réglé en dessous de la
hauteur de centre
Hauteur de l’outil
5.4.2 A
ATTENTION !
L’outil doit être fixé de sorte que son axe
soit perpendiculaire à celui de la pièce à
usiner. S’il est serré selon un autre angle,
l’outil risquera d’être aspiré par la pièce à
usiner.
Outil serré
perpendiculairement à
l’axe de la pièce à usiner
Outil serré selon un
angle, par rapport à la
direction d’avance
Graphique : angle de l’outil
Page 27
5.3 Éléments de contrôle
Écrou de vis-mère
désengagé (avance
désactivée)
Écrou de vis-mère
engagé (avance activée)
5.4 Porte-outil
Fixez l’outil tournant au porte-outil.
L’outil possible,
de façon fiable, la force de coupe générée lors de la formation de cope
Réglez
requise. Si nécessaire, utilisez descale d’écartement en acier sous l’outil pour obtenir la h
souhaitée.
Porte-outil
5.4.1 Hauteur d’out
Pour
centre surface
opération
la pièce à u afin d produire une surface pla Parmi les différentes métho on trouve le
traitement de surface transversal, le découpage transversal et le traitement de s
Outil réglé selon la hauteur de
centre
Outil réglé au-dessus de la hauteur
de centre
Outil réglé en dessous de la
hauteur de centre
Hauteur de l’outil
5.4.2 A
ATTENTION !
L’outil doit être fixé de sorte que son axe
soit perpendiculaire à celui de la pièce à
usiner. S’il est serré selon un autre angle,
l’outil risquera d’être aspiré par la pièce à
usiner.
Outil serré
perpendiculairement à
l’axe de la pièce à usiner
Outil serré selon un
angle, par rapport à la
direction d’avance
Graphique : angle de l’outil