GB/IE/NI/CY/MT 23
For reduced spatter and a more stable arc, you can select the Pulse MIG method. With this method you
can choose between steel wire, CrNi, CuSi, AlMg, AlSi and Al wire [drawing 5]. In addition, the inert
gas required will be specified.
When using particular wires, use the following inert gases:
Fe (steel wire): [80% Argon/20% CO2]
CrNi (stainless steel) wire: [98% Argon/2% CO2]
CuSi, AlMg, AlSi and aluminium wire: [100% Argon]
Navigation within the PMIG menu is carried out in a similar way to navigation in the “MAG” menu
using the switches 12 and 13. The diameter of the welding wire used can also be set and you can select
“2T” and “4T”.
zDPMIG welding
Using the double pulse MIG method, less heat is transferred into the material. Because of this,
thismethod is particularly suitable for welding thin sheets of stainless steel and aluminium.
With this method the same wire electrodes and inert gases can be used as with PMIG welding.
Navigation within the DPMIG menu is carried out in a similar way to navigation in the “MAG” menu
using the switches 12 and 13. The diameter of the welding wire used can also be set and you can select
“2T” and “4T”.
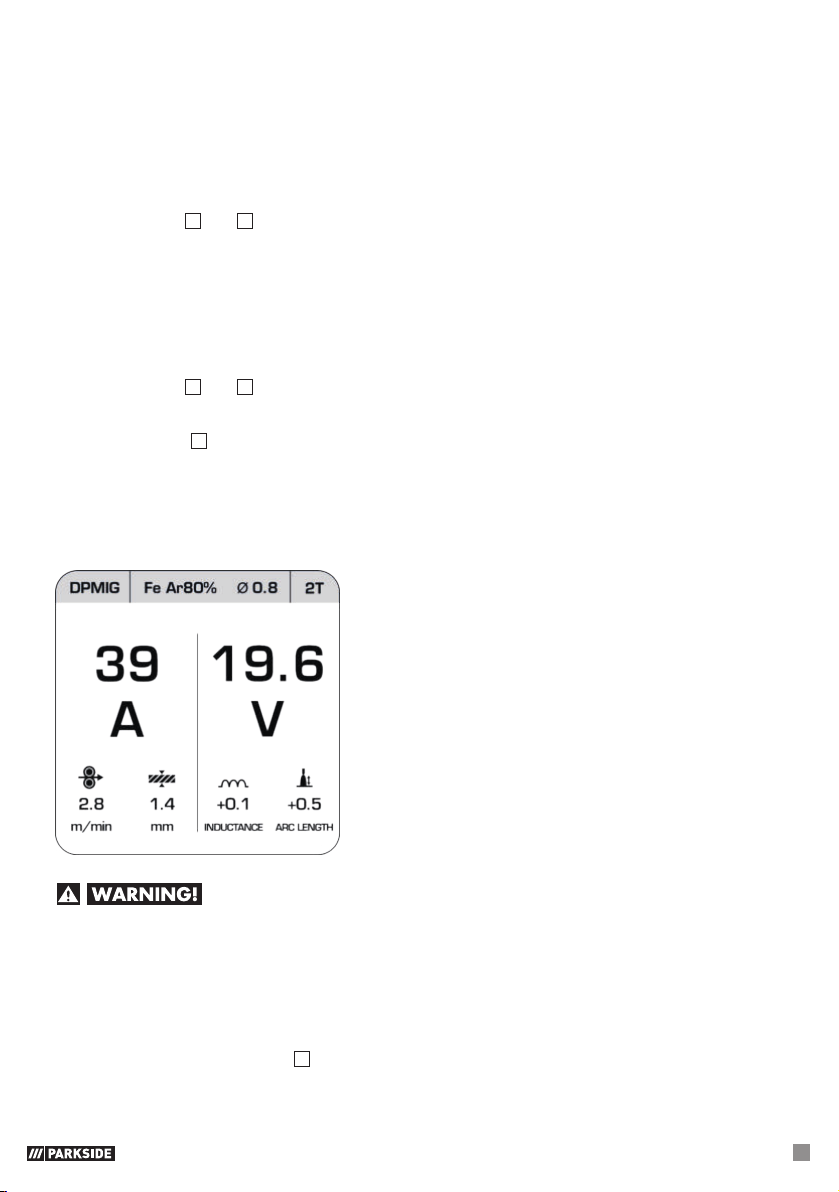
In addition, after setting the welding wire used, this is where you can recall the parameter diagram by
pressing the switch 13 twice. This is where you can set the individual parameters for the DPMIG method.
We recommend that you use the pre-set values at this point. As an advanced user, you can adjust the
individual values to adapt the welding procedure precisely to your planned work. To reset the parame-
ters which have been set, return to the DPMIG [drawing 6] and keep the switch 12 pressed for approx.
5 seconds.
Drawing 6
RISK OF BURNS!
Welded workpieces are very hot and can cause burns. Always use pliers to move hot, welded
workpieces.
Please proceed as follows once you have electrically connected the
welder:
Put on appropriate protective clothing in accordance with the specifications and prepare your
workplace.
Connect the earthing cable to 4 the workpiece that is to be welded using the earth terminal.
Please ensure good electrical conductivity.
The area to be welded on the workpiece must be free of rust and paint.