52 DE/AT/CH
Schalters 13 das Parameterdiagram aufgerufen werden. Hier lassen sich die einzelnen Parameter beim
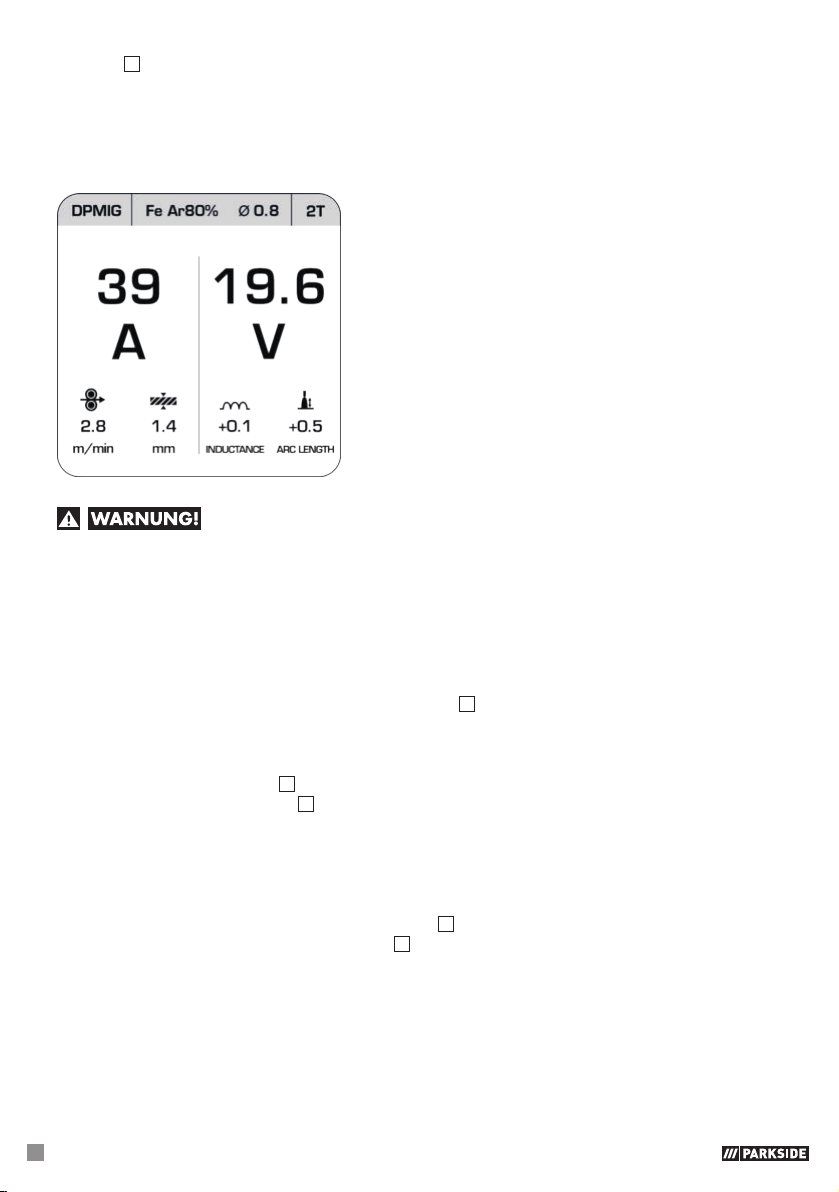
DPMIG Verfahren einstellen. Wir empfehlen an dieser Stelle die voreingestellten Werte zu verwenden.
Als fortgeschrittener Anwender können Sie die einzelnen Werte anpassen, um den Schweißvorgang
exakt an Ihre geplanten Arbeiten anzupassen. Zum Zurücksetzen der eingestellten Parameter, kehren Sie
in das DPMIG Menü [Skizze 6] zurück und halten Sie Schalter 12 für ca. 5 Sekunden gedrückt.
Skizze 6
VERBRENNUNGSGEFAHR!
Geschweißte Werkstücke sind sehr heiß, sodass Sie sich daran verbrennen können. Benutzen Sie immer
eine Zange, um geschweißte, heiße Werkstücke zu bewegen.
Nachdem Sie das Schweißgerät elektrisch angeschlossen haben,
gehen Sie wie folgt vor:
Legen Sie gemäß der Vorgaben geeignete Schutzkleidung an und bereiten Sie ihren Arbeitsplatz
vor.
Verbinden Sie das Massekabel mit der Masseklemme 4 mit dem zu schweißenden Werkstück.
Achten Sie darauf, dass ein guter elektrischer Kontakt besteht.
An der zu schweißenden Stelle muss das Werkstück von Rost und Farbe befreit werden.
Stellen Sie die gewünschten Schweißparameter je nach gewähltem Schweißverfahren ein.
Führen Sie die Brennerdüse 8 an die Stelle des Werkstücks, an der geschweißt werden soll.
Betätigen Sie die Brennertaste 9, um den Schweißdraht zu fördern. Brennt der Lichtbogen, fördert
das Gerät Schweißdraht in das Schweißbad.
Die optimale Einstellung des Schweißstroms ermitteln Sie anhand von Tests auf einem Probestück. Ein
gut eingestellter Lichtbogen hat einen weichen, gleichmäßigen Summton.
Bei einem rauen oder harten Knattern, schalten Sie in eine höhere Leistungsstufe (Schweißstrom er-
höhen).
Ist die Schweißlinse groß genug, wird der Brenner 10 langsam an der gewünschten Kante entlang-
geführt. Der Abstand zwischen Brennerdüse 8 und Werkstück sollte möglichst kurz sein (keinesfalls
größer als 10 mm).
Gegebenenfalls leicht pendeln, um das Schweißbad etwas zu vergrößern. Für die weniger Erfah-
renen besteht die erste Schwierigkeit in der Bildung eines vernünftigen Lichtbogens. Dafür muss der
Schweißstrom richtig eingestellt werden.
Die Einbrenntiefe (entspricht der Tiefe der Schweißnaht im Material) sollte möglichst tief sein, das
Schweißbad jedoch nicht durch das Werkstück hindurch fallen.
Ist der Schweißstrom zu niedrig, kann der Schweißdraht nicht richtig abschmelzen. Infolgedessen
taucht der Schweißdraht immer wieder in das Schweißbad bis aufs Werkstück ein.