FR/BE/CH 81
zSoudage PMIG
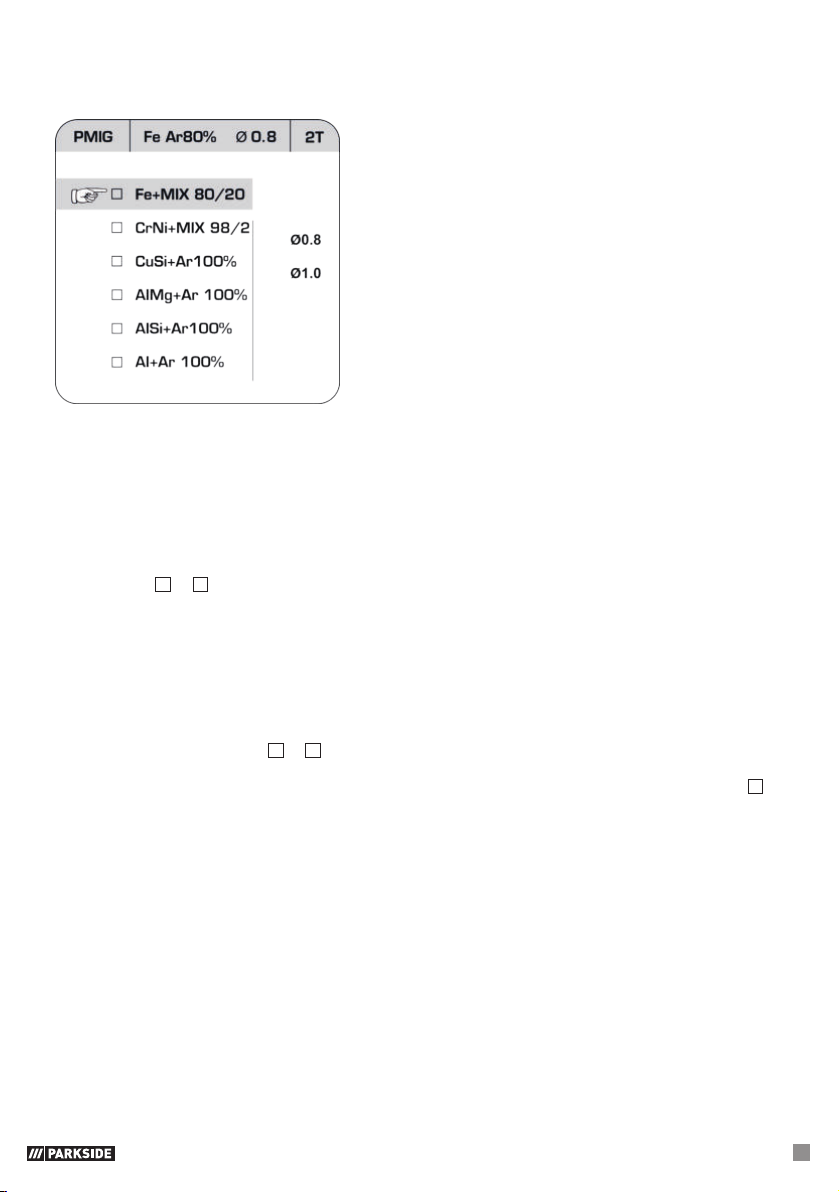
Schéma 5
Pour réduire la formation d’éclaboussures et pour une meilleure stabilité de l’arc, vous pouvez choisir le
type MIG pulsé. Ce procédé permet de choisir entre fil d’acier, CrNi, CuSi, AlMg, AlSi et fil d’aluminium
[schéma 5]. Le gaz inerte utilisé reste indiqué.
Vous utiliserez les gaz inertes suivants en fonction du fil choisi:
Fe (fil d’acier): [80% d’argon / 20 % de CO2]
Fil CrNi (inox): [98% d’argon / 2 % de CO2]
CuSi, AlMg, AlSi et fil d’aluminium: [100% d’argon]
La navigation dans le menu PMIG se fait comme la navigation dans le menu «MAG», par le biais des
commutateurs 12 et 13. Vous pouvez également régler le diamètre du fil de soudage utilisé et choisir
entre «2T» et «4T».
zSoudage DPMIG
Le procédé MIG double pulsée réduit la transmission de chaleur sur le matériau. Ce procédé convient
ainsi particulièrement pour le soudage sur des tôles fines en acier et en aluminium.
Pour ce procédé, vous pouvez utiliser les mêmes fils-électrodes et les mêmes gaz inertes que pour le
soudage PMIG. La navigation dans le menu DPMIG se fait comme la navigation dans le menu «MAG»,
par le biais des commutateurs 12 et 13. Vous pouvez également régler le diamètre du fil de soudage
utilisé et choisir entre «2T» et «4T».
Après avoir sélectionné le fil de soudage utilisé, vous pouvez appuyer deux fois sur le commutateur 13
pour ouvrir le diagramme des paramètres. Vous pouvez configurer les différents paramètres pour le
procédé DPMIG. Nous recommandons d’utiliser les paramètres préconfigurés. Les utilisateurs expérimen-
tés pourront configurer les différents paramètres pour ajuster plus précisément le soudage à leurs
travaux. Pour réinitialiser les paramètres configurés, retournez dans le menu DPMIG [schéma 6] et
appuyez pendant 5 secondes sur le commutateur 12.