- 16 -
tabla 1 (
retrasados en base a la corriente máxima nominal distribuida por la
soldadora, y a la tensión nominal de alimentación.
Para las soldadoras abast
que predisponer el tornillo de bloqueo del conmutador de cambio-
tension en la posición correspondiente a la tensión de alimentación r
Fig. G
¡A! El incumplimiento de las antedichas reglas
vuelve inefectivo el sistema de seguridad pre
(clase I) con los consiguientes gr
ejemplo choque eléctrico) y para las cosas (por ejemplo
CONEXIONES DEL CIRCUIT
¡A! ANTES DE EFECTUAR LAS SIGUIENTES
CONEXIONES ASEGURARSE DE QUE LA SOLDADORA EST
Y DESCONECT
La T( indica los valores aconsejados para los cables de
soldadora (en mm
2
) en base a la máxima corriente distribuida por la
soldadora.
Conexión del cable de soldadura-pinza-portaelectrodo
Lleva en el terminal un borne especial que sirve para ajustar la parte
descubierta del electrodo.
Para las soldadoras pr
el símbolo
.
Conexión del cable de retorno de la c
Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo
más cerca posible de la junta en ejecución. P
de borne, este cable se conecta al borne con el símbolo
.
Recomendaciones:
- Girar a fondo los conectores de los cables de soldadura en las tomas
rápidas (si presentes), para garantizar un c
lo contrario se producirán recalentamien
con su rápido deterioro correspondient
- Utilizar los cables de soldadura lo más cor
- Evitar utilizar estructuras metálicas que no pertenezcan a la pieza
en elaboración, en sustitución del cable de retorno de la corriente
de soldadura; eso puede resultar peligroso para la seguridad y dar
resultados no satisfactorios para la soldadura.
6. SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO
Estas soldadoras están formadas por un transformador monofásico
con característica con modulación y son adecuadas para la soldadura
en corriente alterna de electrodos revestidos (tipo E 43 R) en base a los
diámetros indicados en la chapa de datos.
Para encender la soldador
La intensidad de la corriente de soldadura distribuida se puede regular
continuamente, gr
manualmente (Fig
acciona manualmente (F
COMPROBAR EL MODEL
Nota importante. La regulación de la corriente en caso de una soldadora
con desviador debe efectuarse con interruptor general (F
posición O (abierto).
El valor de corriente jado, (I
2
) se puede leer en una escala graduada en
amperios (Fig. B-4) colocada en el panel superior o lat
que poseen este accesorio.
PROTEC
Esta soldadora esta protegida de sobrecar
protección automática (termostat
los bobinados alcancen una temperatura preestablecida, la pr
desconectará el circuito de alimentación, encendiéndo la lámpara
amarilla, sobre el panel delantero (F. Después de algunos minutos
de refrigeración, la protección se r
alimentación y apagando la lámpara amarilla. De este modo la soldadora
estará despuesta para trabajar otra vez.
SOLDADURA
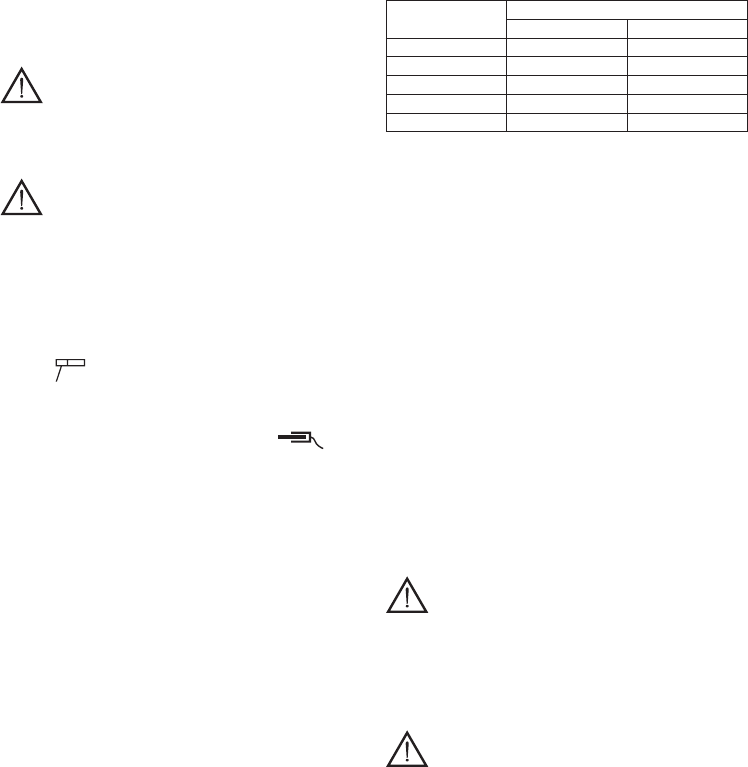
- Utilizar elec
-
del electrodo utilizado y del tipo de junta que se desea realizar
título indicativo, las c
electrodo, son:
Ø Electrodo (mm)
Corriente de soldadura (
min. max.
1.6 25 50
2 40 80
2.5 60 110
3.2 80 160
4 120 200
- T
valores elevados de corriente para la soldadura en llano; mientr
para soldadura en vertical o sobrepuesta, deberán utilizarse corrientes
más bajas.
- Las características mecánicas de la junta soldada están determinadas,
además de por la intensidad de la corriente elegida, por otros
parámetros de soldadura como la longitud del ar
posición de la ejecución, el diámetro y la calidad de los electrodos (para
una correcta conservación mantener los electrodos al resguardo de la
humedad protegidos en sus paquetes o cont
Procedimiento:
- T
sobre la pieza a soldar
encender un cerillo; éste es el método más correcto para cebar el ar
A: NO PUNTEAR el electrodo sobre la pieza, se corre el riesgo
de dañar el revestimiento
-
pieza, equivalente al diámetro del electrodo utilizado
esta distancia la más constante posible, durant
soldadura; recordar que la inclinación del electrodo
avance, deberá ser de cer(Fig. H).
-
ligeramente hacia atrás, r
del cráter
electrodo del baño de fusión, para obtener el apagado del arco
ASPECTOS DEL C
Fig. I
7. MANTENIMIENTO
¡A! ANTES DE EFECTUAR LAS OPERACIONES DE
MANTENIMIENTO
AP
MANTENIMIENTO EXTRA
LAS OPERACIONES DE MANTENIMIENT
QUE SER EJECUT
CAP
NORMAS TÉCNICAS /EN 60974-4.
¡A! ANTES DE QUIT
SOLDADORA
LA SOLDADORA ESTÉ AP
ALIMENT
Los controles que se puedan r
la soldadora pueden causar una descarga eléctrica grave originada
por el contacto directo con partes en tensión y/ o lesiones debidas al
contacto directo con órganos en movimient
-
función de la utilización y del nivel de polvo del ambiente
interior de la soldadora y quitar el polvo depositado en el transformador
mediante un chorro de aire comprimido seco (máx. 10 bar)
-
estén bien ajustadas y que los cableados no presenten daños en el
aislamiento.
- Al nal de estas operaciones volver a montar los paneles de la soldadora
ajustando a fondo los tornillos de jación.
-
soldadora abierta.
-
temperatura, las partes en movimiento de los órganos de regulación