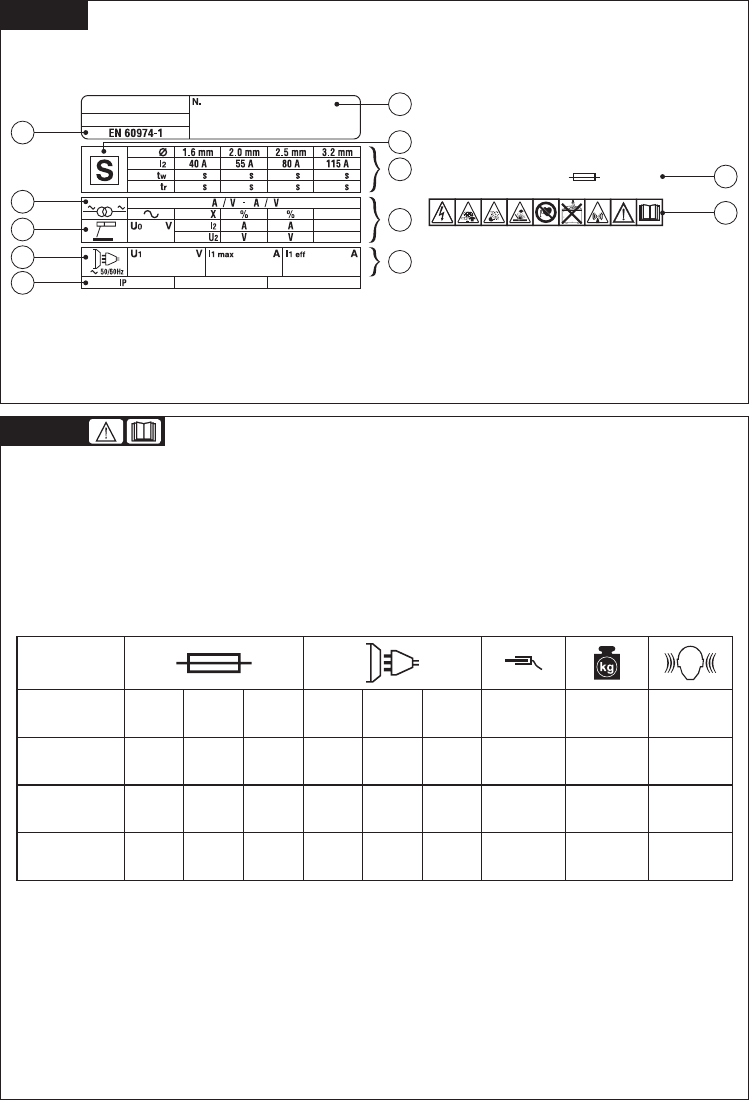
WELDING MACHINE TECHNICAL DATA - DATI TECNICI SALDATRICE -
- 82 -
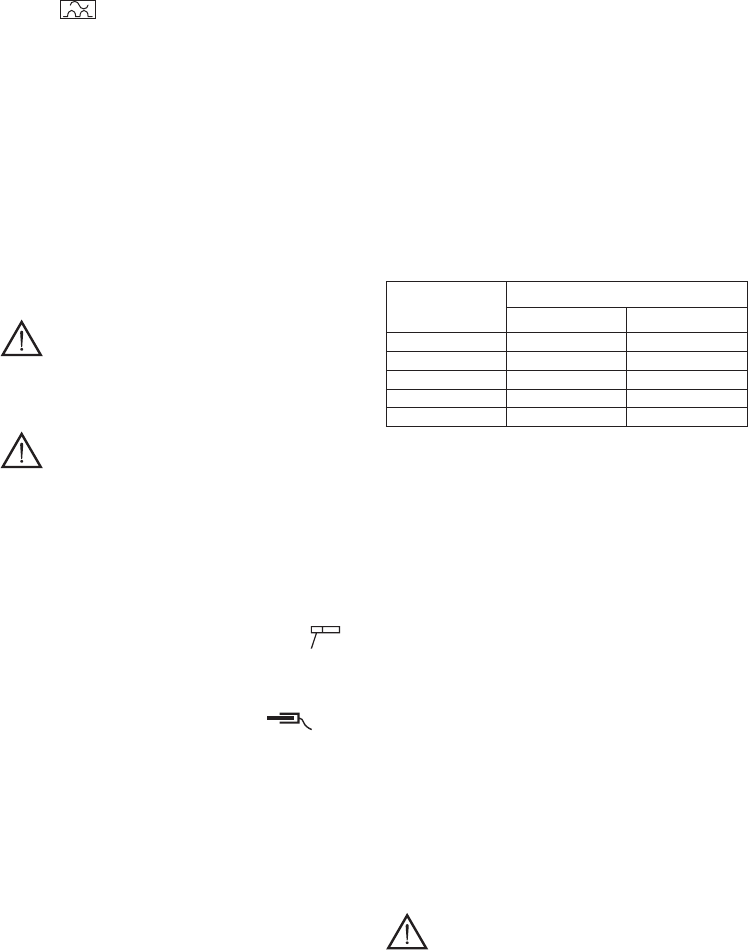
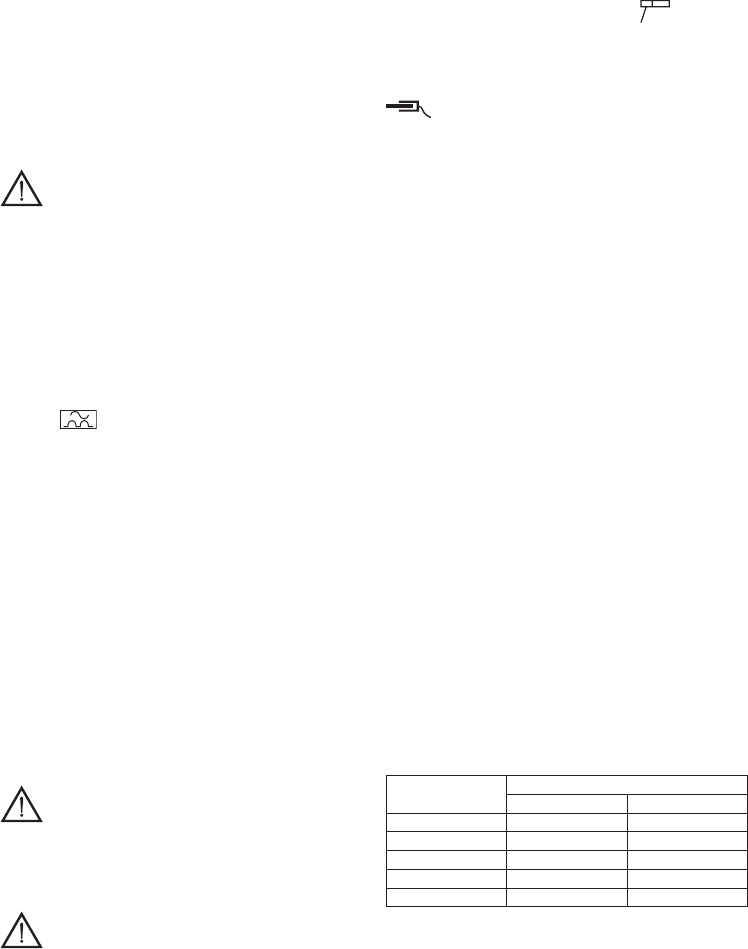
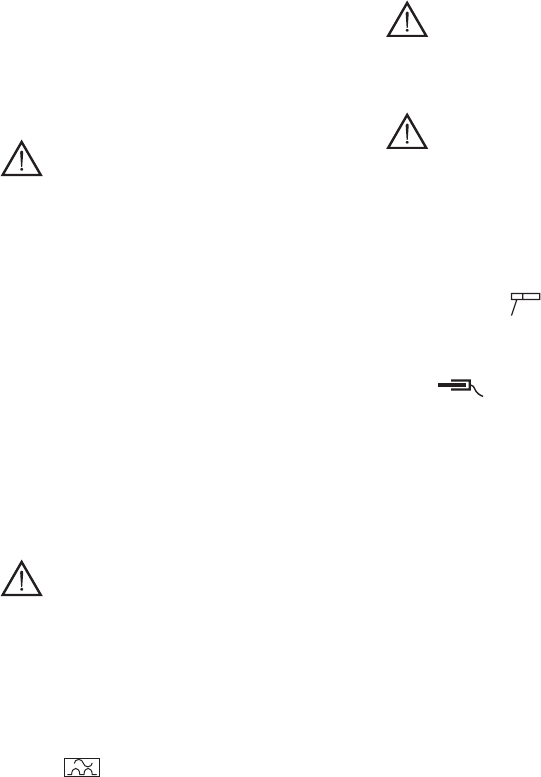
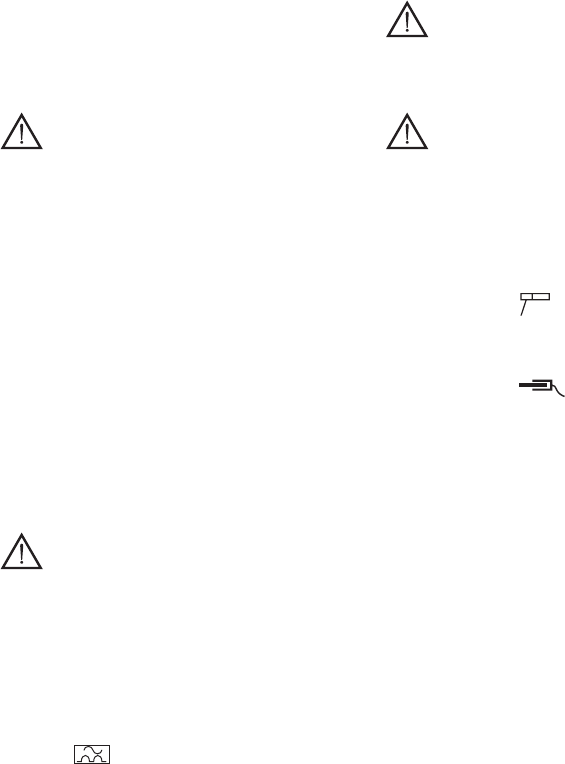
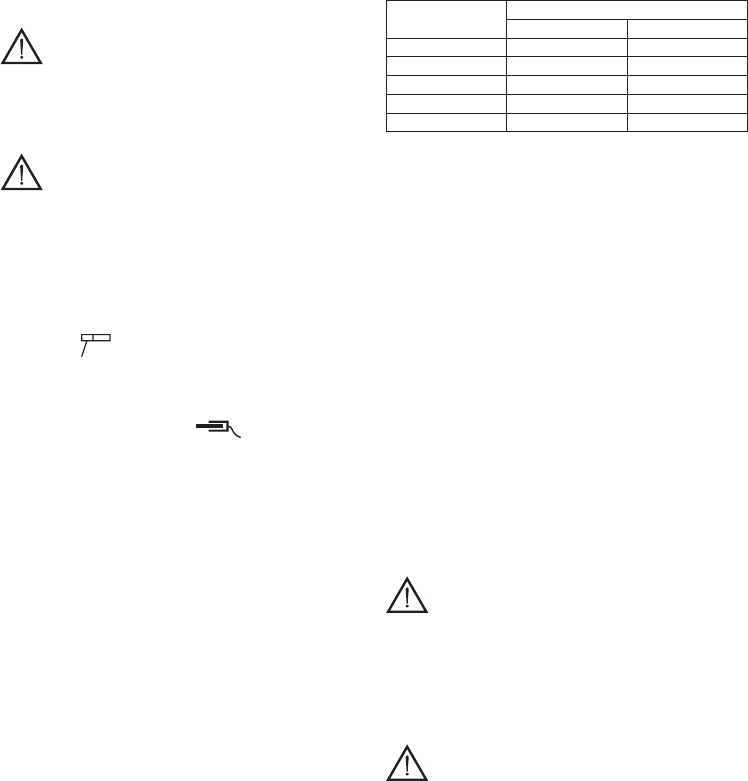
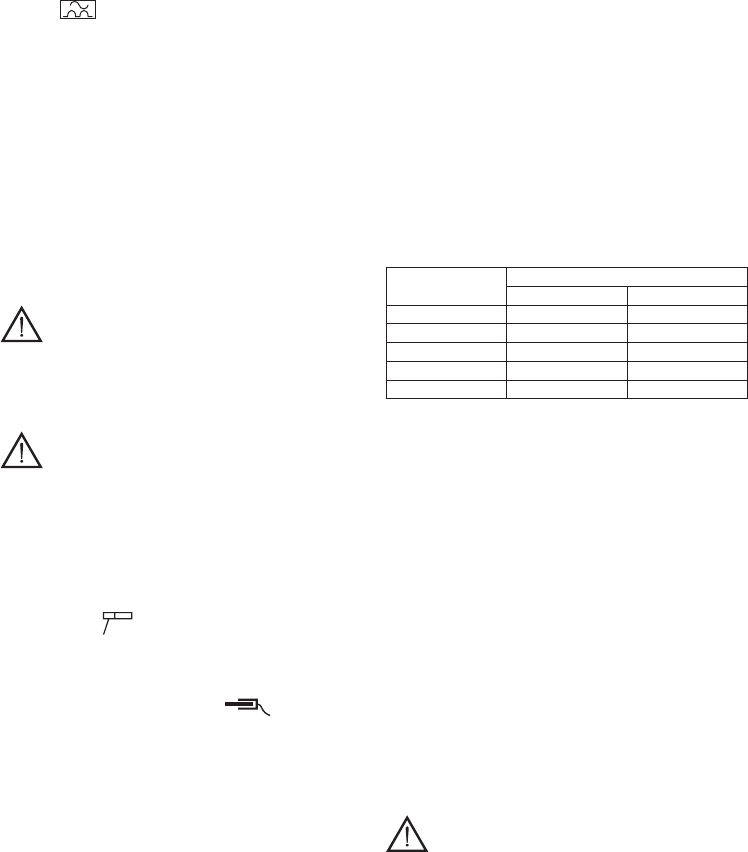
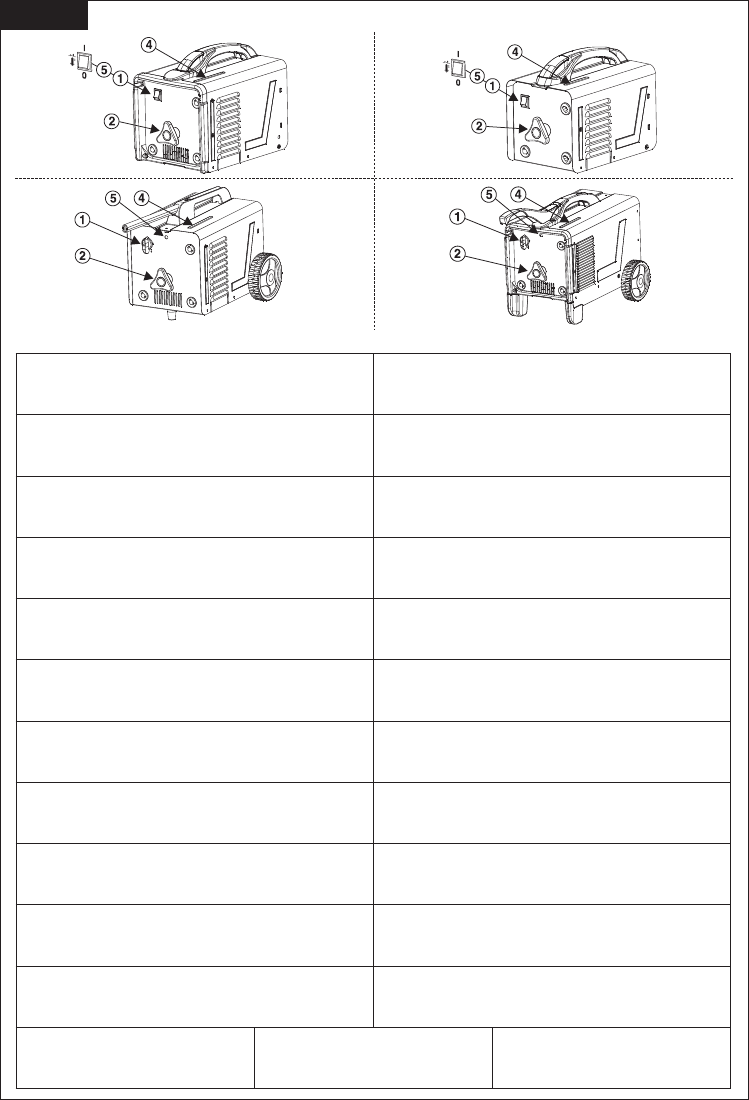
FIG. B
1- Main switch (EN)
2-3 Welding current adjustment
4- Graduated scale
5- Thermostat trigger light
1- Hovedafbryder (DA)
2-3 Regulering af svejsestrøm
4- Gradinddelt skala
5- Lampe for termostatudløsning
1- Interruttore generale (IT)
2-3 Regolazione corrente di saldatura
4- Scala graduata
5- Lampada intervento termostato
1- Hovedstrømbryter (NO)
2-3 Regulering av sveisestrÆmmen
4- Gradert skale
5- Lampe for aktivering av termostaten
1- Interrupteur général (FR)
2-3 Réglage courant de soudure
4- Échelle graduée
5- Témoin d’intervention du thermostat
1- Yleiskatkaisin (FI)
2-3 Hitsausvirran säätö
4- Asteikko
5- Termostaatin toimintavalo
1- Interruptor general (ES)
2-3 Regulación de la corriente de soldadura
4- Escala graduada
5- Lámpara de intervención del termostato
1- Hlavní vypínač(CS)
2-3 Regulace svařovacího proudu
4- Ocejchovaná stupnice
5- Kontrolka zásahu termostatu
1- Hauptschalter (DE)
2-3 Schweißstromeinstellung
4- Gradskala
5- Lampe für das Ansprechen des Thermostats
1- Hlavný vypínač(SK)
2-3 Regulácia zváracieho prúdu
4- Ociachovaná stupnica
5- Kontrolka zásahu termostatu
1- (RU)
2-3
4-
5-
1- Glavno stikalo (SL)
2-3 Regulator toka varjenja
4- Skala
5- Lučka za opozorilo o posegu termostata
1- Interruptor geral (PT)
2-3 Regulação corrente de soldadura
4- Escala graduada
5- Lâmpada intervenção termóstato
1- Opća sklopka (HR-SR)
2-3 Regulacija struje za varenje
4- Ljestvica
5- Lampa paljenja termostata
1- Γενικό διακόπτη (EL)
2-3 Ρύθιση ρεύατο συγκόλληση
4- Βαθολογική κλίακα
5- Λυχνία επέβαση θεροστάτη
1- Pagrindinis jungiklis (LT )
2-3 Suvirinimo srovės reguliavimas
4- Graduota skalė
5- Termostato įsijungimo lemputė
1- Hoofdschakelaar (NL)
2-3 Regeling lasstroom
4- Gegradueerde schaal
5- Lamp ingreep thermostaat
1- Toitelüliti (ET)
2-3 Keevitusvoolu reguleerimine
4- Astmeline skaala
5- Ülekuumenemiskaitse valgusdiood
1- Főkapcsoló (HU)
2-3 Hegesztési áram szabályozása
4- Fokokra osztott skála
5- Hőfokszabályozó beavatkozás lámpája
1- Galvenais slēdzis (LV)
2-3 Metināšanas strāvas regulēšana
4- Graduēta skala
5- Termostata iedarbošanās lampiņa
1- Întrerupător general (RO)
2-3 Reglare curent de sudură
4- Scală gradată
5- Lampă de intervenţie a termostatului
1- (BG)
2-3
4-
5-
1- Huvudströmbrytare (SV)
2-3 Reglering av svetsström
4- Graderad skala
5- Lampa för ingrepp termostat
1- Wyłącznik główny (PL)
2-3 Regulacja prądu spawania
4- Podziałka skalowana
5- Lampka kontrolna termostatu
(AR)
-1
3-2
-4
-5
- 83 -
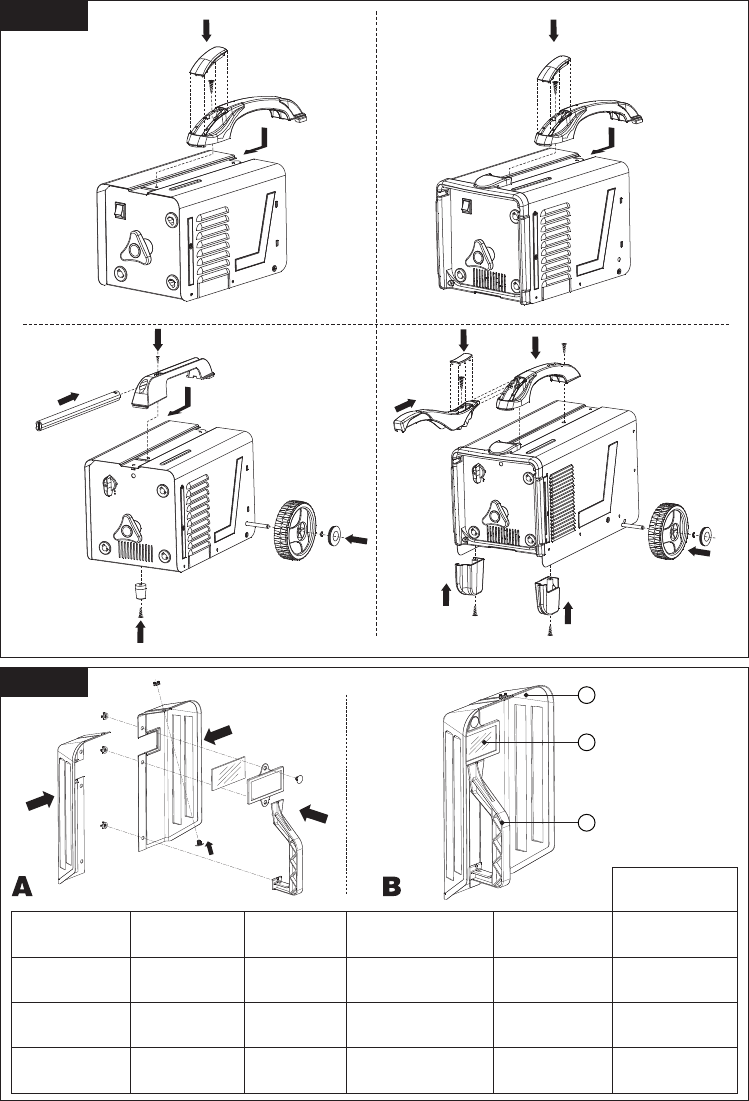
FIG. C
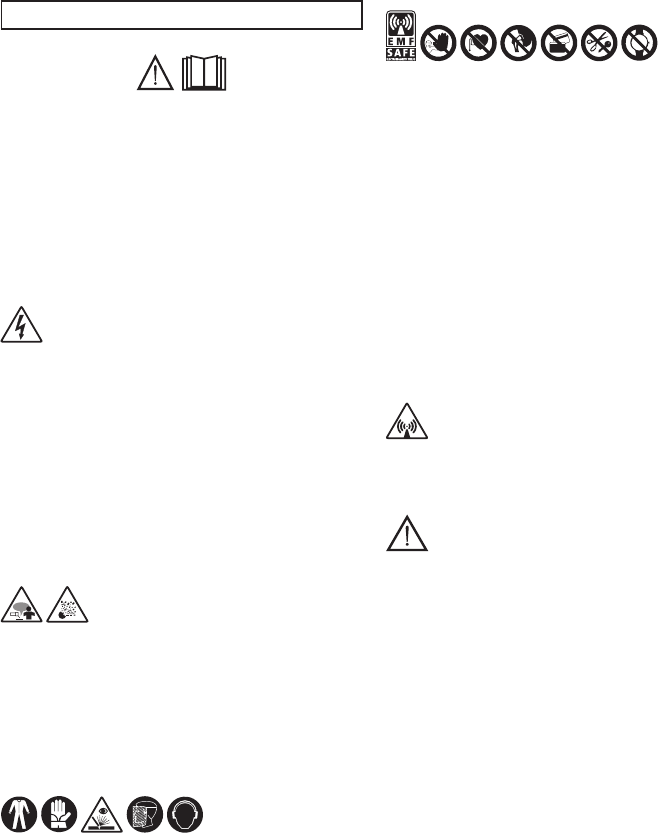
1- MASK
2- FILTER
3- HANDGRIP
1- LASKAP
2- LASGLAS
3- HANDGREEP
1- NAAMARI
2- SUODATIN
3- KÄSIKAHVA
1-
2- Ф
3-
1- OCHRANNÝŠTÍT
2- FILTR
3- RUKOJET
1- APSAUGINE KAUKE
2- FILTRAS
3- RANKENA
1- MASCHERA
2- FILTRO
3- IMPUGNATURA
1- MASCARA
2- FILTRO
3- EMPUÑADURA
1- MASKE
2- FILTER
3- HÅNDTAK
1- MASZK
2- SZURO
3- NYÉL
1- OCHRANNÝŠTÍT
2- FILTER
3- RUKOVÄT
1- KEEVITUSKILP
2- FILTER
3- KÄEPIDE
1- MASQUE
2- FILTRE
3- POIGNÉE
1- MASCARA
2- FILTRO
3- PUNHO
1- MASK
2- FILTER
3- HANDTAG
1- MASCA
2- FILTRU
3- MÂNER
1- ZAŠCITNA MASKA
2- FILTER
3- DRŽALO
1- MASKA
2- FILTRS
3- ROKTURIS
1- MASKE
2- FILTER
3- HANDGRIFF
1- MASKE
2- FILTER
3- HÅNDGREB
1- MAÓKÁ
2- ÖIËTÑO
3- ËABH
1-
MASKA SPAWALNICZA
2- FILTR
3- UCHWYT
1- MASKA
2- FILTER
3- DRŽAC
1-
2- ФЪ
3- ЪХ
FIG. D
1
2
3
-1
-2
-3
- 84 -
FIG. E
FIG. F
FIG. G
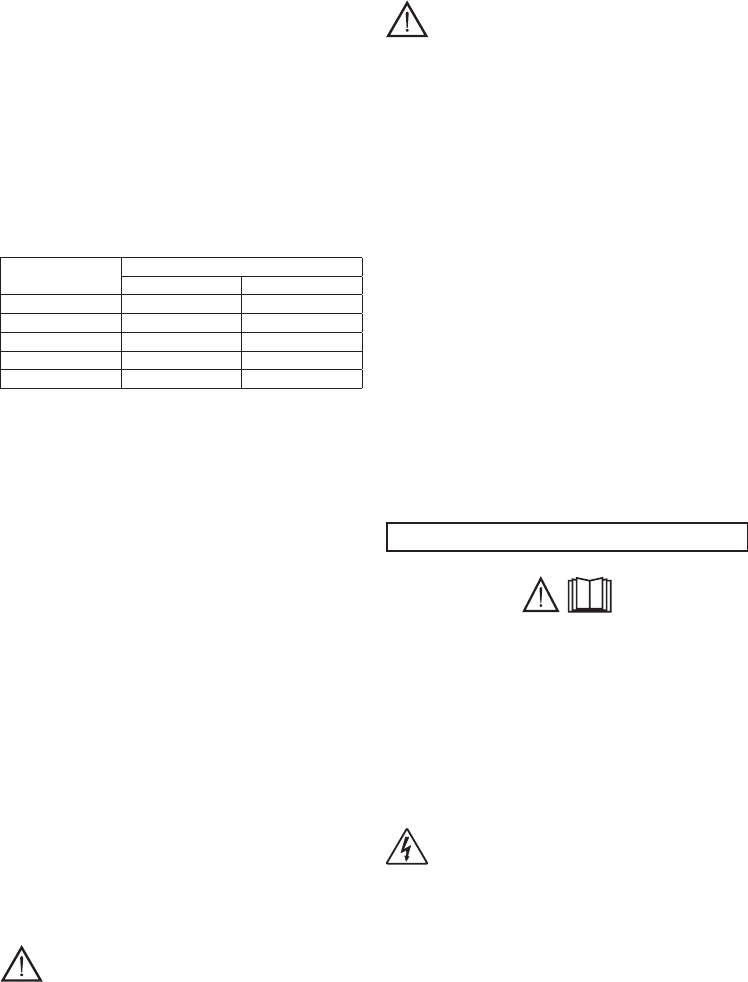
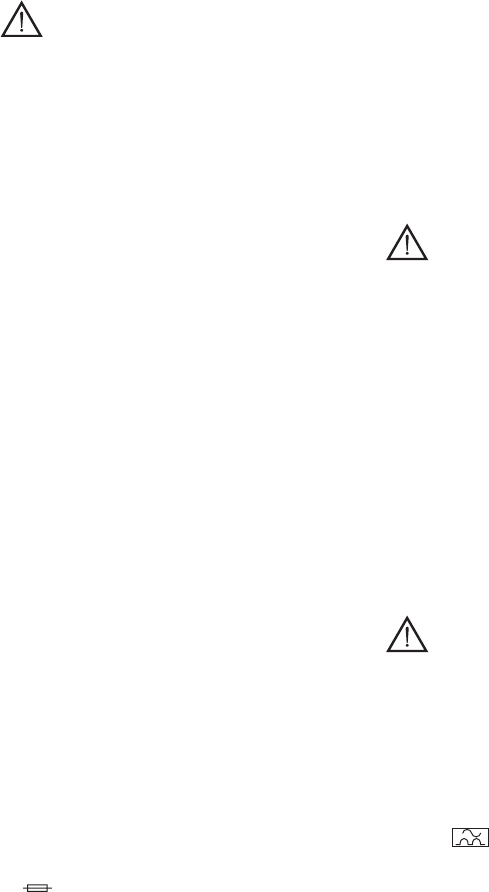
(EN)Mains voltage:
(IT)Tensione di linea:
(FR)Tension de ligne:
(ES)Tension de alimentacion:
(DE) Netzspannung:
(RU) :
(PT)Tensão da linha:
(EL)ÔÜóç ãñáììÞò:
(NL) Netspænding:
(HU)Tápvezeték feszültsége:
(RO)Tensiunea prizei de alimentare:
(SV)Tash gramhs:
(DA) Virtajännite:
(NO) Nätspänning:
(FI) Nettspenning:
(CS)Napájecí napětí:
(SK)Napájacie napätie:
(SL)Napetost linije:
(HR-SR)
Napon linije:
(LT) Linijos įtampa:
(ET) Liinipinge:
(LV) Līnijas spriegums:
(BG) :
(PL) Napięcie linii:
(AR) :
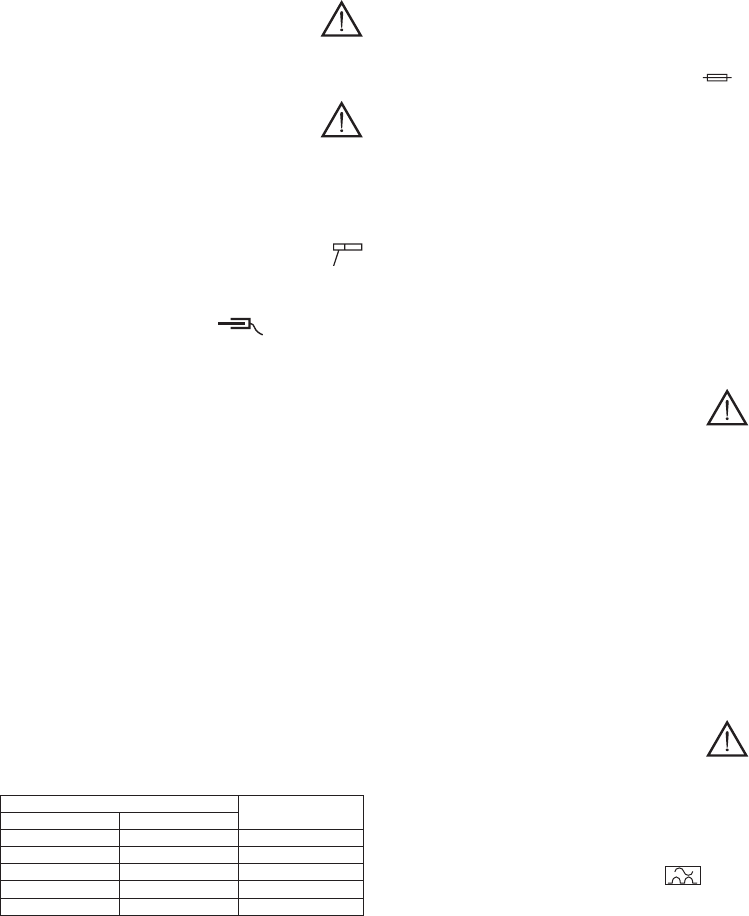
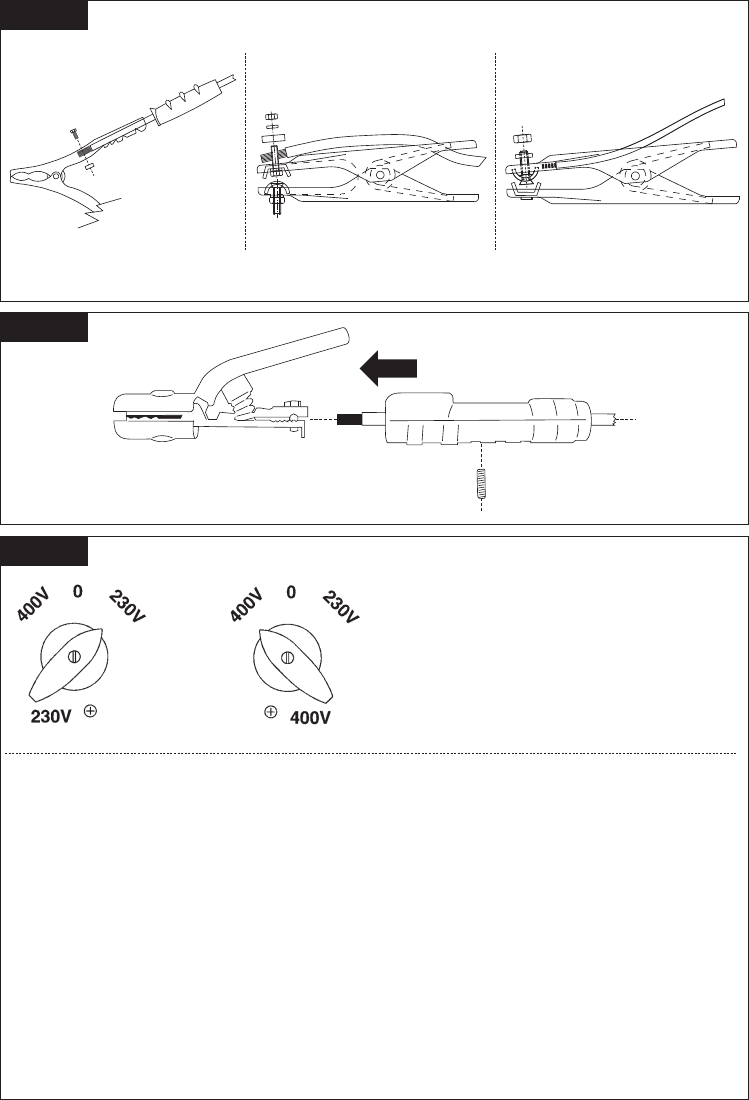
220V_______380V
240V_______415V
110V_______220V
(EN)Other possibilities for double voltages.
(IT)Altri abbinamenti a due tensioni di linea.
(FR)D’autres possibilites a deux tensions de
ligne.
(ES) Andere combinaties van twee
netspanningen.
(DE) Weitere Möglichkeiten unter zwei
Spannungen.
(RU)
.
(PT)Otras posibilidades en doble tension.
(EL)Άλλοι συνδυασοί των δύο τάσει
γραή.
(NL)Outras combinações a duas tensões de
linha.
(HU) A tápvezeték egyéb kétfeszültségű
párosításai.
(RO)Combinaţii diverse cu două tensiuni
corespunzătoare prizei de alimentare
(SV)Andra möjligheter med dubbelspänning.
(DA) Andre muligheder for dobbelt
spænding.
(NO)Andre muligheter til doble spenninger.
(FI)Muut mahdollisuudet kaksinkertaista
jännitettä varten.
(CS) Jiná přiřazení dvěma napájecím
napětím.
(SK) Iné priradenia dvom napájacím
napätiam.
(SL)Drugi priključki za dvosmerno napetost
linije.
(HR-SR)
Ostala spajanja na dva napona linije.
(LT)Kiti dvejopos įtampos deriniai.
(ET)Teised tarvikud kahepingelise liini korral.
(LV) Citi savienojumi pie diviem līnijas
spriegumiem.
(BG)
.
(PL) Pozostałe podłączenia o dwóch
napięciach linii.
(AR)
.
- 85 -
d
FIG. H
FIG. I
FIG. M FIG. L
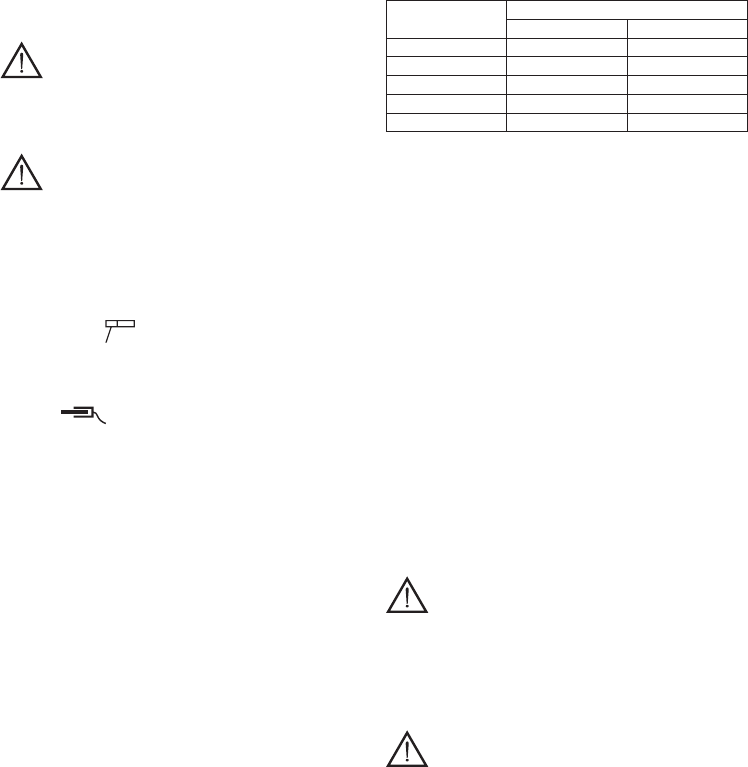
(EN) ADVANCEMENT TOO SLOW
(IT) AVANZAMENTO TROPPO LENTO
(FR) AVANCEMENT TROP FAIBLE
(ES) LASSNELHEID TE LAAG
(DE) ZU LANGASAMES ARBEITEN
(RU) Щ
(PT) AVANCE DEMASIADO VELOZ
(EL)LUGCW
(NL) AVANÇO MUITO LENTO
(HU) AZ ELOTOLÁS TÚLSÁGOSAN LASSÚ
(RO) AVANSARE PREA LENTA
(SV) FÖR LÅNGSAM FLYTTNING
(DA) GÅR FOR LANGSOMT FREMAD
(NO) FOR SAKTE FREMDRIFT
(FI) EDISTYS LIIAN HIDAS
(CS) PRÍLIŠ POMALÝ POSUV
(SK) PRÍLIŠ POMALÝ POSUV
(SL) PREPOCASNO NAPREDOVANJE
(HR-SR) PRESPORO NAPREDOVANJE
(LT ) PER LETAS JUDEJIMAS
(ET) LIIGA AEGLANE EDASIMINEK
(LV) KUSTIBA UZ PRIEKŠU IR PARAK LENA
(BG) Ж
(PL) POSUW ZBYT WOLNY
(AR)
(EN) ARC TOO SHORT
(IT) ARCO TROPPO CORTO
(FR) ARC TROP COURT
(ES) LICHTBOOG TE KORT
(DE) ZU KURZER BOGEN
(RU) Ш
(PT) ARCO DEMASIADO CORTO
(EL)LUNX
(NL) ARCO MUITO CURTO
(HU) AZ ÍV TÚLSÁGOSAN RÖVID
(RO) ARC PREA SCURT
(SV) BÅGEN ÄR FÖR KORT
(DA) LYSBUEN ER FOR KORT
(NO) FOR KORT BUE
(FI) VALOKAARI LIIAN LYHYT
(CS) PRÍLIŠ KRÁTKÝ OBLOUK
(SK) PRÍLIŠ KRÁTKY OBLÚK
(SL) PREKRATEK OBLOK
(HR-SR) PREKRATAK LUK
(LT ) PER TRUMPAS LANKAS
(ET) LIIGA LÜHIKE KAAR
(LV) LOKS IR PARAK ISS
(BG) Ъ Ъ
(PL) LUK ZBYT KRÓTKI
(AR)
(EN) CURRENT TOO LOW
(IT) CORRENTE TROPPO BASSA
(FR) COURANT TROP FAIBLE
(ES) LASSTROOM TE LAAG
(DE) ZU GERINGER STROM
(RU) Ш
(PT) CORRIENTE DEMASIADO BAJA
(EL)LUCLU
(NL) CORRENTE MUITO BAIXA
(HU) AZ ÁRAM ÉRTÉKE TÚLSÁGOSAN
(RO) CURENT CU INTENSITATE PREA SCĂZUTĂ
(SV) FÖR LITE STRÖM
ALACSONY
(DA) FOR LILLE STRØMSTYRKE
(NO) FOR LAV STRØM
(FI) VIRTA LIIAN ALHAINEN
(CS) PŘÍLIŠ NÍZKÝ PROUD
(SK) PRÍLIŠ NÍZKY PRÚD
(SL) PREŠIBEK ELEKTRIČNI TOK
(HR-SR) PRESLABA STRUJA
(LT ) PER SILPNA SROVĖ
(ET) LIIGA MADAL VOOL
(LV) STRĀVA IR PĀRĀK VĀJA
(BG) Ъ
(PL) PRĄD ZBYT NISKI
(AR)
(EN) CURRENT CORRECT
(IT) CORDONE CORRETTO
(FR) CORDON CORRECT
(ES) CORDON CORRECTO
(DE) RICHTIG
(RU) Ш
(PT) CORRENTE CORRECTA
(EL)WDN
(NL) JUISTE LASSTROOM
(HU) A ZÁRÓVONAL PONTOS
(RO) CORDON DE SUDURĂ CORECT
(SV) RÄTT STRÖM
(DA) KORREKT STRØMSTYRKE
(NO) RIKTIG STRØM
(FI) VIRTA OIKEA
(CS) SPRÁVNÝ SVAR
(SK) SPRÁVNY ZVAR
(SL) PRAVILEN ZVAR
(HR-SR) ISPRAVLJENI KABEL
(LT ) TAISYKLINGA SIŪLĖ
(ET) KORREKTNE NÖÖR
(LV) PAREIZA ŠUVE
(BG) Ш
(PL) PRAWIDłOWY ŚCIEG
(AR)
(EN) ADVANCEMENT TOO FAST
(IT) AVANZAMENTO TROPPO VELOCE
(FR) AVANCEMENT EXCESSIF
(ES) LASSNELHEID TE HOOG
(DE) ZU SCHNELLES ARBEITEN
(RU) Щ
(PT) AVANCE DEMASIADO LENTO
(EL)LUGGCW
(NL) AVANÇO MUITO RAPIDO
(HU) AZ ELŐTOLÁS TÚLSÁGOSAN GYORS
(RO) AVANSARE PREA RAPIDĂ
(SV) FÖR SNABB FLYTTNING
(DA) GÅR FOR HURTIGT FREMAD
(NO) FOR RASK FREMDRIFT
(FI) EDISTYS LIIAN NOPEA
(CS) PŘÍLIŠ RYCHLÝ POSUV
(SK) PRÍLIŠ RÝCHLY POSUV
(SL) PREHITRO NAPREDOVANJE
(HR-SR) PREBRZO NAPREDOVANJE
(LT ) PER GREITAS JUDĖJIMAS
(ET) LIIGA KIIRE EDASIMINEK
(LV) KUSTĪBA UZ PRIEKŠU IR PĀRĀK ĀTRA
(BG) Ъ Ж
(PL) POSUW ZBYT SZYBKI
(AR)
(EN) ARC TOO LONG
(IT) ARCO TROPPO LUNGO
(FR) ARC TROP LONG
(ES) ARCO DEMASIADO LARGO
(DE) ZU LANGER BOGEN
(RU) Ш
(PT) ARCO MUITO LONGO
(EL)LUUX
(NL) LICHTBOOG TE LANG
(HU) AZ ÍV TÚLSÁGOSAN HOSSZÚ
(RO) ARC PREA LUNG
(SV) BÅGEN ÄR FÖR LÅNG
(DA) LYSBUEN ER FOR LANG
(NO) FOR LANG BUE
(FI) VALOKAARI LIIAN PITKÄ
(CS) PŘÍLIŠ DLOUHÝ OBLOUK
(SK) PRÍLIŠ DLHÝ OBLÚK
(SL) PREDOLG OBLOK
(HR-SR) PREDUGI LUK
(LT ) PER ILGAS LANKAS
(ET) LIIGA PIKK KAAR
(LV) LOKS IR PĀRĀK GARŠ
(BG) Ъ Ъ
(PL)ŁUK ZBYT DŁUGI
(AR)
(EN) CURRENT TOO HIGH
(IT) CORRENTE TROPPO ALTA
(FR) COURANT TROP ELEVE
(ES) SPANNING TE HOOG
(DE) ZU VIEL STROM
(RU) Ш Ш
(PT) CORRIENTE DEMASIADO ALTA
(EL)LUUYLU
(NL) CORRENTE MUITO ALTA
(HU) AZ ÁRAM ÉRTÉKE TÚLSÁGOSAN MAGAS
(RO) CURENT CU INTENSITATE PREA RIDICATĂ
(SV) FÖR MYCKET STRÖM
(DA) FOR STOR STRØMSTYRKE
(NO) FOR HØY STRØM
(FI) VIRTA LIIAN VOIMAKAS
(CS) PŘÍLIŠ VYSOKÝ PROUD
(SK) PRÍLIŠ VYSOKÝ PRÚD
(SL) PREMOČAN ELEKTRIČNI TOK
(HR-SR) PREJAKA STRUJA
(LT ) PER STIPRI SROVĖ
(ET) LIIGA TUGEV VOOL
(LV) STRĀVA IR PĀRĀK STIPRA
(BG)
(PL) PRĄD ZBYT WYSOKI
(AR)
- 86 -
(EN) GUARANTEE
The manufacturer guarantees proper operation of the machines and undertakes to replace free of charge any parts should they be damaged due to poor
quality of materials or manufacturing defects within 12 months of the date of commissioning of the machine, when proven by certication. Returned
machines, also under guarantee, should be dispatched CARRIAGE PAID and will be returned CARRIAGE FORWARD. This with the exception of, as decreed,
machines considered as consumer goods according to European directive 1999/44/EC, only when sold in member states of the EU. The guarantee certicate
is only valid when accompanied by an ocial receipt or delivery note. Problems arising from improper use, tampering or negligence are excluded from the
guarantee. Furthermore, the manufacturer declines any liability for all direct or indirect damages.
(IT) GARANZIA
La ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad eettuare gratuitamente la sostituzione dei pezzi che si
deteriorassero per cattiva qualità di materiale e per difetti di costruzione entro 12 mesi dalla data di messa in funzione della macchina, comprovata sul
certicato. Le macchine rese, anche se in garanzia, dovranno essere spedite in PORTO FRANCO e verranno restituite in PORTO ASSEGNATO. Fanno eccezione,
a quanto stabilito, le macchine che rientrano come beni di consumo secondo la direttiva europea 1999/44/CE, solo se vendute negli stati membri della
EU. Il certicato di garanzia ha validità solo se accompagnato da scontrino scale o bolla di consegna. Gli inconvenienti derivati da cattiva utilizzazione,
manomissione o incuria, sono esclusi dalla garanzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti.
(FR) GARANTIE
Le fabricant garantit le fonctionnement correct des machines et s’engage à remplacer gratuitement les composants endommagés à la suite d’une mauvaise
qualité de matériel ou d’un défaut de fabrication durant une période de 12 mois à compter de la mise en service de la machine attestée par le certicat. Les
machines rendues, même sous garantie, doivent être expédiées en PORT FRANC et seront renvoyées en PORT DÛ. Font exception à cette règle les machines
considérées comme biens de consommation selon la directive européenne 1999/44/CE et vendues aux états membres de l’EU uniquement. Le certicat de
garantie n’est valable que s’il est accompagné de la preuve d’achat ou du bulletin de livraison. Tous les inconvénients dus à une utilisation incorrecte, une
manipulation ou une négligence sont exclus de la garantie. La société décline en outre toute responsabilité pour tous les dommages directs ou indirects.
(ES) GARANTÍA
La empresa fabricante garantiza el buen funcionamiento de las máquinas y se compromete a efectuar gratuitamente la sustitución de las piezas que se
deterioren por mala calidad del material y por defectos de fabricación en los 12 meses posteriores a la fecha de puesta en funcionamiento de la máquina,
comprobada en el certicado. Las máquinas entregadas, incluso en garantía, deberán ser enviadas a PORTE PAGADO y se devolverán a PORTE DEBIDO. Son
excepción, según cuanto establecido, las máquinas que se consideran bienes de consumo según la directiva europea 1999/44/CE sólo si han sido vendidas
en los estados miembros de la UE. El certicado de garantía tiene validez sólo si está acompañado de resguardo scal o albarán de entrega. Los problemas
derivados de una mala utilización, modicación o negligencia están excluidos de la garantía. Además, se declina cualquier responsabilidad por todos los
daños directos e indirectos.
(DE) GEWÄHRLEISTUNG
Der Hersteller übernimmt die Gewährleistung für den einwandfreien Betrieb der Maschinen und verpichtet sich, solche Teile kostenlos zu ersetzen, die
aufgrund schlechter Materialqualität und von Herstellungsfehlern innerhalb von 12 Monaten ab der Inbetriebnahme schadhaft werden. Als Nachweis der
Inbetriebnahme gilt der Garantieschein. Werden Maschinen zurückgesendet, muß dies - auch im Rahmen der Gewährleistung - FRACHTFREI geschehen. Sie
werden anschließend per FRACHTNACHNACHNAME wieder zurückgesendet. Von den Regelungen ausgenommen sind Maschinen, die nach der Europäischen
Richtlinie 1999/44/EG unter die Verbrauchsgüter fallen, und nur dann, wenn sie in einem Mitgliedstaat der EU verkauft worden sind. Der Garantieschein
ist nur gültig, wenn ihm der Kassenbon oder der Lieferschein beiliegt. Unsere Gewährleistung bezieht sich nicht auf Schäden aufgrund fehlerhafter oder
nachlässiger Behandlung oder aufgrund von Fremdeinwirkung. Außerdem wird jede Haftung für direkte und indirekte Schäden ausgeschlossen.
A empresa fabricante torna-se garante do bom funcionamento das máquinas e compromete-se a efectuar gratuitamente a substituição das peças que
porventura se deteriorarem devido à má qualidade de material e por defeitos de fabricação no prazo de 12 meses da data de entrada da máquina em
funcionamento, comprovada no certicado. As máquinas devolvidas, mesmo se em garantia, deverão ser despachadas em PORTO FRANCO e serão devolvidas
com FRETE A PAGAR. São excepção, a quanto estabelecido, as máquinas que são consideradas como bens de consumo segundo a directiva europeia 1999/44/
CE, somente se vendidas nos estados-membros da EU. O certicado de garantia tem validade somente se acompanhado pela nota scal ou conhecimento de
entrega. Os inconvenientes decorrentes de utilização imprópria, adulteração ou descuido, são excluídos da garantia. Para além disso, o fabricante exime-se
de qualquer responsabilidade para todos os danos directos e indirectos.
(EL) ΕΓΓΥΗΣΗ
Η κατασκευαστική εταιρία εγγυάται την καλή λειτουργία των ηχανών και δεσεύεται να εκτελέσει δωρεάν την αντικατάσταση τηάτων σε περίπτωση
φθορά του εξαιτία κακή ποιότητα υλικού ή ελαττωάτων κατασκευή, εντό 12 ηνών από την ηεροηνία θέση σε λειτουργία του ηχανήατο
επιβεβαιωένη από το πιστοποιητικό. Τα ηχανήατα που επιστρέφονται, ακόα και αν είναι σε εγγύηση, θα στέλνονται ΧΡΙΣ ΕΠΙΒΑΡΥΝΣΗ και θα
επιστρέφονται ε έξοδα ΠΛΗΡΤΕΑ ΣΤΟΝ ΠΡΟΟΡΙΣΜΟ. Εξαιρούνται από τα οριζόενα τα ηχανήατα που αποτελούν καταναλωτικά αγαθά σύφωνα
ε την ευρωπαϊκή οδηγία 1999/44/EC όνο αν πωλούνται σε κράτη έλη τη ΕΕ. Το πιστοποιητικό εγγύηση ισχύει όνο αν συνοδεύεται από επίσηη
απόδειξη πληρωή ή απόδειξη παραλαβή. Ενδεχόενα προβλήατα οφειλόενα σε κακή χρήση, παραποίηση ή αέλεια, αποκλείονται απο την εγγύηση.
Απορρίπτεται, επίση, κάθε ευθύνη για οποιαδήποτε βλάβη άεση ή έεση.
(NL) GARANTIE
De fabrikant is garant voor de goede werking van de machines en verplicht er zich toe gratis de vervanging uit te voeren van de stukken die afslijten
omwille van de slechte kwaliteit van het materiaal en omwille van fabricagefouten, binnen de 12 maanden vanaf de datum van in bedrijfstelling van de
machine, bevestigd op het certicaat. De geretourneerde machines, ook al zijn ze in garantie, moeten PORTVRIJ verzonden worden en zullen op KOSTEN
BESTEMMELING teruggestuurd worden. Hierop maken een uitzondering de machines die vallen onder de verbruiksartikelen overeenkomstig de Europese
richtlijn, 1999/44/EG, alleen indien ze verkocht zijn in de lidstaten van de EU. Het garantiecerticaat is alleen geldig indien het vergezeld is van de scale reçu
of van het ontvangstbewijs. De inconveniënten te wijten aan een slecht gebruik, schendingen of nalatigheid zijn uitgesloten uit de garantie. Bovendien wijst
men alle verantwoordelijkheid af voor alle rechtstreekse en onrechtstreekse schade.
(HU) JÓTÁLLÁS
A gyártó cég jótállást vállal a gépek rendeltetésszerű üzemeléséért illetve vállalja az alkatrészek ingyenes kicserélését ha azok az alapanyag rossz minőségéből
valamint gyártási hibából erednek a gép üzembe helyezésének a bizonylat szerint igazolható napjától számított 12 hónapon belül. A cserélendő alkatrészeket
még a jótállás keretében is BÉRMENTESEN kell visszaküldeni, amelyek UTÓVÉTTEL lesznek a vevőhöz kiszállítva. Kivételt képeznek e szabály alól azon gépek,
melyek az Európai Unió 199/44/EC irányelve szerint meghatározott fogyasztási cikknek minősülnek, s az EU tagországaiban kerültek értékesítésre. A jótállás
csak a blokki igazolás illetve szállítólevél mellékletével érvényes. A nem rendeltetésszerű használatból, megrongálásból illetve nem megfelelő gondossággal
való kezelésből eredő rendellenességek a jótállást kizárják. Kizárt továbbá bárminemű felelősségvállalás minden közvetlen és közvetett kárért.
(RO) GARANŢIE
Fabricantul garantează buna funcţionare a aparatelor produse şi se angajează la înlocuirea gratuită a pieselor care s-ar putea deteriora din cauza calităţii
- 87 -
scadente a materialului sau din cauza defectelor de construcţie în max. 12 luni de la data punerii în funcţiune a aparatului, dovedită cu certicatul de garanţie.
Aparatele restituite, chiar dacă sunt în garanţie, se vor expedia FĂRĂ PLATĂ şi se vor restitui CU PLATA LA PRIMIRE. Fac excepţie, conform normelor, aparatele
care se categorisesc ca şi bunuri de consum, conform directivei europene 1999/44/EC, numai dacă acestea sunt vândute în statele membre din UE. Certicatul
de garanţie este valabil numai dacă este însoţit de bonul scal sau de şa de livrare. Nefuncţionarea cauzată de o utilizare improprie, manipulare inadecvată
sau neglijenţă este exclusă din dreptul la garanţie. În plus fabricantul îşi declină orice responsabilitate faţă de toate daunele provocate direct şi indirect.
(SV) GARANTI
Tillverkaren garanterar att maskinerna fungerar bra och åtar sig att kostnadsfritt byta ut delar som går sönder p.g.a. dålig materialkvalitet och defekter
inom 12 månader efter idriftsättningen av maskinen, som ska styrkas av intyg. De maskiner som lämnas tillbaka, även om de täcks av garantin, måste
skickas FRAKTFRITT, och kommer att skickas tillbaka PÅ MOTTAGARENS BEKOSTNAD. Ett undantag från detta utgörs av de maskiner som räknas som
konsumtionsvaror enligt EU-direktiv 1999/44/EG, och då enbart om de har sålts till något av EU:s medlemsländer. Garantisedeln är bara giltig tillsammans
med kvitto eller leveranssedel. Problem som beror på felaktig användning, åverkan eller vårdslöshet täcks inte av garantin. Tillverkaren frånsäger sig även allt
ansvar för direkt och indirekt skada.
(DA) GARANTI
Producenten stiller garanti for, at maskinerne fungerer ordentligt, og forpligter sig til vederlagsfrit at udskifte de dele, der måtte fremvise defekter på grund af
ringe materialekvalitet eller fabrikationsfejl i løbet af de første 12 måneder efter maskinens idriftsættelsesdato, der fremgår af beviset. Selvom de returnerede
maskiner er i garanti, skal de sendes FRANKO FRAGT, mens de tilbageleveres PR. EFTERKRAV. Dette gælder dog ikke for de maskiner, der i henhold til Direktivet
1999/44/EØF udgør forbrugsgoder, men kun på betingelse af at de sælges i EU-landene. Garantibeviset er kun gyldigt, hvis der vedlægges en kassebon eller
fragtpapirer. Garantien dækker ikke for forstyrrelser, der skyldes forkert anvendelse, manipulering eller skødesløshed. Producenten fralægger sig desuden
ethvert ansvar for alle direkte og indirekte skader.
(NO) GARANTI
Tilverkeren garanterer maskinens korrekte funksjon og forplikter seg å utføre gratis bytte av deler som blir ødelagt på grunn av en dårlig kvalitet i materialer
eller konstruksjonsfeil som oppstår innen 12 måneder fra maskinens igangsetting, i overensstemmelse med sertikatet. Maskiner som sendes tilbake,
også i løpet av garantiperioden, skal skikkes FRAKTFRITT och skal sendes tilbake MED BETALNING AV MOTTAKEREN, unntatt maskinene som tilhører
forbrukningsvarer ifølge europadirektiv 1999/44/EC, kun hvis de selges i en av EUs medlemsstater. Garantisertikatet er gyldig kun sammen med kvittering
eller leveringsblankett. Feil som oppstår på grunn av galt bruk, manipulering eller slurv, er utelukket fra garantin. Dessuten frasier seg selskapet alt ansvar
for alle direkte og indirekte skader.
(FI) TAKUU
Valmistusyritys takaa koneiden hyvän toimivuuden sekä huolehtii huonolaatuisen materiaalin ja rakennusvirheiden takia huonontuneiden osien vaihdosta
ilmaiseksi 12 kuukauden sisällä koneen käyttöönottopäivästä, mikä ilmenee sertikaatista. Palautettavat koneet, myös takuussa olevat, on lähetettävä
LÄHETTÄJÄN KUSTANNUKSELLA ja ne palautetaan VASTAANOTTAJAN KUSTANNUKSELLA. Poikkeuksen muodostavat koneet, jotka asetuksissa kuuluvat
kulutushyödykkeisiin eurooppalaisen direktiivin 1999/44/EC mukaan vain, jos ne myydään EU:n jäsen maisssa. Takuutodistus on voimassa vain, jos siihen on
liitetty verotuskuitti tai todistus tavaran toimituksesta. Takuu ei kata väärinkäytöstä, vaurioittamisesta tai huolimattomuudesta johtuvia haittoja. Lisäksi yritys
kieltäytyy ottamasta vastuuta kaikista välittömistä tai välillisistä vaurioista.
(CS) ZÁRUKA
Výrobce ručí za správnou činnost strojů a zavazuje se provést bezplatnou výměnu dílů opotřebovaných z důvodu špatné kvality materiálu a následkem
konstrukčních vad do 12 měsíců od data uvedení stroje do provozu, uvedeného na záručním listě. Vrácené stroje a to i v záruční době musí být odeslány se
ZAPLACENÝM POŠTOVNÝM a budou vráceny na NÁKLADY PŘÍJEMCE. Na základě dohody tvoří výjimku stroje spadající do spotřebního majetku ve smyslu
směrnice 1999/44/ES pouze za předpokladu, že byly prodány v členských státech EU. Záruční list má platnost pouze v případě, že je předložen spolu s
účtenkou nebo dodacím listem. Poruchy vyplývající z nesprávného použití, úmyslného poškození nebo chybějící péče nespadají do záruky. Odpovědnost se
dále nevztahuje na všechny přímé a nepřímé škody.
(SK) ZÁRUKA
Výrobca ručí za správnu činnosť strojov a zaväzuje sa vykonať bezplatnú výmenu dielov opotrebovaných z dôvodu zlej kvality materiálu a následkom
konštrukčných vád do 12 mesiacov od dátumu uvedenia stroja do prevádzky, uvedeného na záručnom liste. Vrátené stroje a to i v podmienkach záručnej
doby musia byť odoslané so ZAPLATENÝM POŠTOVNÝM a budú vrátené na NÁKLADY PRÍJEMCU. Na základe dohody výnimku tvoria stroje spadajúce do
spotrebného majetku, v zmysle smernice 1999/44/ES, len za predpokladu, že boli predané v členských štátoch EÚ. Záručný list je platný len v prípade, keď je
predložený spolu s účtenkou alebo dodacím listom. Poruchy vyplývajúce z nesprávneho použitia, neoprávneného zásahu alebo nedostatočnej starostlivosti
nespadajú do záruky. Zodpovednosť sa ďalej nevzťahuje na všetky priame i nepriame škody.
(SL) GARANCIJA
Proizvajalec zagotavlja pravilno delovanje strojev in se zavezuje, da bo brezplačno zamenjal dele, ki se bodo obrabili zaradi slabe kakovosti materiala in zaradi
napak pri proizvodnji v roku 12 mesecev od dneva nakupa označenega ne tem certikatu. Izjema so le aparati, ki so del potrošnih dobrin v skladu z evropsko
direktivo 1999/44/EC, le če so bili prodani v državi članici EU. Garancijsko potrdilo je veljavno le, če je priložen veljaven račun. Napake, ki izhajajo iz nepravilne
uporabe, posegov ali malomarnosti, garancija ne pokriva. Poleg tega proizvajalec zavrača odgovornost za vse posredne in neposredne poškodbe. Ne delujoč
aparat mora pooblaščen servis popraviti v roku 45 dni, v nasprotnem primeru se kupcu izroči nov aparat. Proizvajalec zagotavlja dobavo rezervnih delov še
5 let od nakupa izdelka.Na podlagi zakona o spremembah in dopolnitvah Zakona o varstvu potrošnikov (ZVPot-E) (Ur.I.RS št. 78/2011) podjetje Telwin s.p.a. ,
kot organizator servisne mreže izrecno izjavlja: da velja garancija za izdelek na teritorialnem območju države v kateri je izdelek prodan končnim potrošnikom ;
opozarja potrošnike, da garancija in uveljavljanje zahtevkov iz naslova garancije ne izključuje pravic potrošnika, ki izhajajo iz naslova odgovornosti prodajalca
za napake na blagu. ORGANIZATOR SERVISNE SLUŽBE ZA SLOVENIJO: Itehnika d.o.o., Vanganelska cesta 26a, 6000 Koper, tel: 05/625-02-08.
(HR-SR) GARANCIJA
Proizvođač garantira ispravan rad strojeva i obvezuje se izvršiti besplatno zamjenu dijelova koji su oštećeni zbog loše kvalitete materijala i zbog tvorničkih
grešaka, u roku od 12 mjeseci od dana pokretanja stroja, koji je potvrđen na garantnom listu. Vraćeni strojevi, i ako su pod garancijom, moraju biti poslani
bez plaćanja troškova prijevoza. Iznimka su strojevi koji se vraćaju kao potrošni materijal, u skladu sa Europskom odredbom 1999/44/EC, samo ako su prodani
zemljama članicama EU-a. Garantni list vrijedi samo ako je popraćen računom ili dostavnom listom. Oštećenja nastala uslijed neispravne upotrebe, izmjena
izvršenih na stroju ili nemara nisu pokriveni garancijom. Proizvođač se ujedno odriče bilo kakve odgovornosti za sve izravne i neizravne štete.
(LT) GARANTIJA
Gamintojas garantuoja nepriekaištingąįrenginio veikimą ir įsipareigoja nemokamai pakeisti gaminio dalis, susidėvėjusias as susigadinusias dėl prastos
medžiagos kokybės ar dėl konstrukcijos defektų 12 mėnesių laikotarpyje nuo įrenginio paleidimo datos, kuri turi būti paliudyta pažymėjimu. Grąžinami
įrenginiai, net ir galiojant garantijai, turi būti siunčiami ir bus sugrąžinti atgal PIRKĖJO lėšomis. Išimtį aukščiau aprašytai sąlygai sudaro prietaisai, kurie pagal
1999/44/EC Europos direktyvą gali būti laikomi plataus vartojimo prekėmis bei yra parduodami tik ES šalyse. Garantinis pažymėjimas galioja tik tuo atveju, jei
yra lydimas skalinio čekio arba pristatymo dokumento. Į garantiją nėra įtraukti nesklandumai, susiję su netinkamu prietaiso naudojimu, aplaidumu ar prasta
jo priežiūra. Gamintojas taip pat atsiriboja nuo atsakomybės už bet kokius tiesioginius ar netiesioginius nuostolius.
(ET) GARANTII
Tootjarma vastutab masinate hea funktsioneerimise eest ja kohustub asendama tasuta osad, mis riknevad halva kvaliteediga materjali ja
konstruktsioonidefektide tõttu, 12 kuu jooksul alates masina käikupanemise sertikaadil tõestatud kuupäevast. Tagasi saadetavad masinad, ka kehtiva
garantiiga, tuleb saata TASUTUD POSTIMAKSUGA ja nende tagastamise SAATEKULUD ON KAUBASAAJA TASUDA. Nagu kehtestatud, teevad erandi masinad,
mis kuuluvad euroopa normatiivi 1999/44/EC kohaselt tarbekauba kategooriasse ja ainult siis, kui müüdud ÜE liikmesriikides. Garantiisertikaat kehtib ainult
koos ostu- või kättetoimetamiskviitungiga. Garantii ei hõlma riknemisi, mis on põhjustatud seadme väärast käsitsemisest, moditseerimisest või hoolimatust
kasutamisest. Peale selle ei vastuta rma kõigi otseste või kaudsete kahjude eest.
(LV) GARANTIJA
Ražotājs garantē mašīnu labu darbspēju un apņemas bez maksas nomainīt detaļas, kuras nodilst materiāla sliktas kvalitātes dēļ vai ražošanas defektu dēļ
12 mēnešu laikā kopš sertikātā norādītā mašīnas ekspluatācijas sākuma datuma. Atpakaļ nosūtāmas mašīnas, pat to garantijas laikā, ir jānosūta saskaņā
- 88 -
(EN) CERTIFICATE OF GUARANTEE
(IT) CERTIFICATO DI GARANZIA
(FR) CERTIFICAT DE GARANTIE
(ES) CERTIFICADO DE GARANTIA
(DE) GARANTIEKARTE
(RU)ГАРАНТИЙНЫЙ СЕРТИФИКАТ
(PT) CERTIFICADO DE GARANTIA
(EL)GGU
(NL) GARANTIEBEWIJS
(HU) GARANCIALEVÉL
(RO) CERTIFICAT DE GARANŢIE
(SV) GARANTISEDEL
(DA) GARANTIBEVIS
(NO) GARANTIBEVIS
(FI) TAKUUTODISTUS
(CS) ZÁRUČNÍ LIST
(SK) ZÁRUČNÝ LIST
(SL) CERTIFICAT GARANCIJE
(HR-SR)
GARANTNI LIST
(LT) GARANTINIS PAŽYMĖJIMAS
(ET) GARANTIISERTIFIKAAT
(LV) GARANTIJAS SERTIFIKĀTS
(ВG) ГАРАНЦИОННА КАРТА
(PL) CERTYFIKAT GWARANCJI
(AR)
MOD. / MONT / ./ ŰRLAP / MUDEL / / Št / Br.
ar FRANKO-OSTA noteikumiem un ražotājs tās atgriezīs uz NORĀDĪTO OSTU. Minētie nosacījumi neattiecas uz mašīnām, kuras saskaņā ar Eiropas direktīvu
1999/44/EC tiek uzskatītas par patēriņa preci, bet tikai gadījumā, ja tās tiek pārdotas ES dalībvalstīs. Garantijas sertikāts ir spēkā tikai kopā ar kases čeku vai
pavadzīmi. Garantija neattiecās uz gadījumiem, kad bojājumi ir radušies nepareizās izmantošanas, noteikumu neievērošanas vai nolaidības dēļ. Turklāt, šajā
gadījumā ražotājs noņem jebkādu atbildību par tiešajiem un netiešajiem zaudējumiem.
Producent gwarantuje prawidłowe funkcjonowanie urządzeń i zobowiązuje się do bezpłatnej wymiany części, które zepsują się w wyniku złej jakości materiału
lub wad fabrycznych w ciągu 12 miesięcy od daty uruchomienia urządzenia, poświadczonej na gwarancji. Urządzenia przesłane do Producenta, również w
okresie gwarancji, należy wysłać na warunkach PORTO FRANKO, po naprawie zostaną one zwrócone na koszt odbiorcy. Zgodnie z ustaleniami wyjątkiem
są te urządzenia, które są odsyłane jako dobra konsumpcyjne, zgodnie z dyrektywą europejską 1999/44/WE, wyłącznie, jeżeli zostały sprzedane w krajach
członkowskich UE. Karta gwarancyjna jest ważna wyłącznie, jeżeli towarzyszy jej kwit skalny lub dowód dostawy. Trudności wynikające z nieprawidłowego
użytkowania, naruszenia lub niedbałości o urządzenia nie są objęte gwarancją. Producent nie ponosi odpowiedzialności za wszelkie szkody pośrednie i
Libble nimmt den Missbrauch seiner Dienste sehr ernst. Wir setzen uns dafür ein, derartige Missbrauchsfälle gemäß den Gesetzen Ihres Heimatlandes zu behandeln. Wenn Sie eine Meldung übermitteln, überprüfen wir Ihre Informationen und ergreifen entsprechende Maßnahmen. Wir melden uns nur dann wieder bei Ihnen, wenn wir weitere Einzelheiten wissen müssen oder weitere Informationen für Sie haben.
Art des Missbrauchs:
Forenregeln
Um zu sinnvolle Fragen zu kommen halten Sie sich bitte an folgende Spielregeln:
Lesen Sie zuerst die Anleitung;
Schauen Sie nach, ob die Frage bereits gestellt wurde;
Stellen Sie die Frage so deutlich wie nur einigermaßen möglich;
Erwähnen Sie was Sie bereits versucht haben um das Problem zu lösen;
Ist Ihr Problem von einem Besucher gelöst dann lassen Sie ihn / sie wissen in diesem Forum;
Falls Sie reagieren möchten, so verwenden Sie bitte das Antworten- Formular;
Da ihre Frage für alle Besucher sichtbar ist, sollten Sie lieber keine persönliche Daten erwähnen.
Neu registrieren
Registrieren auf E - Mails für Telwin NORDICA 4.220 TURBO wenn:
neue Frage gestellt werden
neue Handbücher vorhanden sind
Sie erhalten eine E-Mail, um sich für eine oder beide Optionen anzumelden.
Das Handbuch wird per E-Mail gesendet. Überprüfen Sie ihre E-Mail.
Wenn Sie innerhalb von 15 Minuten keine E-Mail mit dem Handbuch erhalten haben, kann es sein, dass Sie eine falsche E-Mail-Adresse eingegeben haben oder dass Ihr ISP eine maximale Größe eingestellt hat, um E-Mails zu erhalten, die kleiner als die Größe des Handbuchs sind.
Ihre Frage wurde zu diesem Forum hinzugefügt
Möchten Sie eine E-Mail erhalten, wenn neue Antworten und Fragen veröffentlicht werden? Geben Sie bitte Ihre Email-Adresse ein.