25
Gleitplattenverlängerung und Anschlag
Siehe Abb. IV
• Die Gleitplattenverlängerung (16) sorgt bei Verwendung von F
Fräsen entlang einer Kante für erhöhte Stabilität.
• Legen Sie eine Hand auf das weiter von der Oberfräse entfernte Ende der
Gleitplattenverlängerung und drücken Sie sie auf das Werkstück.
anderen Hand den Griff auf der entgegengesetzten Seite der Oberfräse.
Gleitplattenverlängerung anbringen
1. Lösen Sie die Montageknöpfe für die Gleitplatte (13) soweit, dass die Schrauben (an den
Montageknöpfen) in die Schlüssellochschlitze in der Gleitplatte greifen.
2. Drehen Sie die Oberfräse um, so dass sie auf dem K
3. Drücken Sie die Knöpfe der Reihe nach hoch, während Sie die Gleitplatte auf die
Grundplatte der Oberfräse schieben. Die Schrauben in den Schlüssellochschlitzen müssen
dabei in die Gleitplatte eingreifen.
4. Verschieben Sie die Gleitplattenverlängerung, bis die Schrauben an den Enden der
Schlüssellochschlitze anliegen. Ziehen Sie die Montageknöpfe für die Gleitplatte gut an.
Anschlag anbringen
Siehe Abb. V
1. Lösen Sie die seitlichen Anschlagsschrauben.
2. Schieben Sie den Anschlag (14) auf die Schienen beidseits der Gleitplatte.
3. Arretieren Sie den Anschlag in der gewünschten Einstellung,
Anschlagsschrauben anziehen.
Hinweise
• Montieren Sie zum Fräsen von Nuten in einigem
Seite der Gleitplatte mit der geringeren Auskragung.
• Bringen Sie den Anschlag bei Kantenarbeiten mit einem Fräser ohne
Seite mit der geringeren Auskragung an.
• Falls Sie Fräser mit sehr großem Durchmesser verwenden,
mithilfe der Schraubenlöcher Holzblöcke an den Anschlagsflächen zu befestigen,
verhindern, dass der F
Bedienung
Drehzahlregelung
Siehe Abb. VI
• Die genauen Drehzahleinstellungen der Oberfräse sind nicht ausschlaggebend; allgemein
gilt, dass die höchste Drehzahl,
werden sollte. Richten Sie sich stets nach den maximalen Drehzahlbegrenzungen des
Fräser
• Im Allgemeinen werden höhere Drehzahlen für Holz und MDF und niedrigere Drehzahlen für
Kunststoffe verwendet.
• Ein Betrieb bei reduzierter Drehzahl erhöht die Gefahr einer Beschädigung der Oberfräse
durch Überlastung.
nehmen Sie mehrere flache Frässchnitte vor
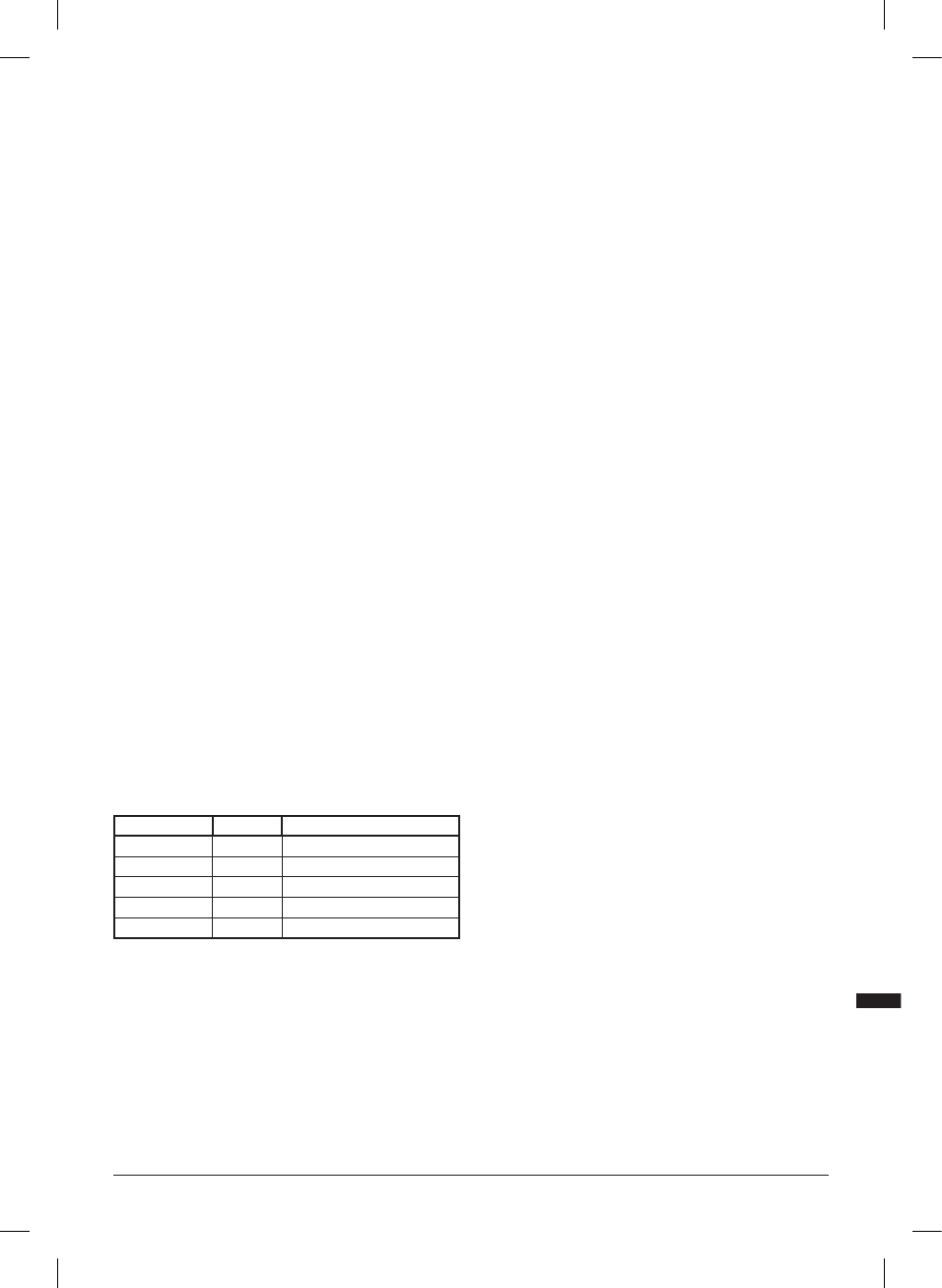
• Der Drehzahlregler (1) ist mit den Ziffern 1 bis 5 gekennzeichnet, die ungefähr den
nachstehenden Drehzahlen und Fräserdurchmessern entsprechen.
gewünschte Drehzahl am Drehzahlregler ein.
Einstellung min-1 Fräserdurchmesser
5 21.000 Bis 25 mm
4 18.000 25−50 mm
3 14.500 50−65 mm
2 11.000 Über 65 mm
1 8.000 Nur bei Brandspuren verwenden
Handgeführtes Fräsen
Siehe Abb. VII und VIII
• Legen Sie sämtliche für den Betrieb dieses Gerätes erforderliche Sicherheitsausrüstung an.
• Sorgen Sie dafür
Bearbeitung zu verhindern.
• Verwenden Sie stets beide Hände zur Bedienung der Oberfräse und achten Sie auf
gleichbleibenden Druck und gleichmäßige Bewegungen während des Fräsens.
• Fräsen Sie niemals im Freihandbetrieb ohne Führungsvorrichtung wie beispielsweise
einen Fräser mit Führungskugellager
Parallelanschlag.
• Die V
im Uhrzeigersinn (wie anhand der Pfeile auf der Grundplatte neben den Montageknöpfen
dargestellt).
• Betreiben Sie die Oberfräse nicht in umgekehrter Position,
Frästisch (z.B.
Frästiefe einstellen
Es kann zwischen zwei unterschiedlichen Frästiefeneinstellungen gewählt werden:
• Grobeinstellung: Herkömmliche und schnelle
• Feinjustierung:
Grobeinstellung
1. Lösen Sie den Spannhebel zur Frästiefenarretierung (7).
2. Drücken Sie die Oberfräse an den Griffen bis in die benötigte T
3. Legen Sie den Spannhebel zum Feststellen der Oberfräse wieder um.
Feinjustierung
Siehe Abb.
1. Lösen Sie den Spannhebel zur Frästiefenarretierung (7).
2. Drehen Sie das Stellrad (8), bis sich der F
Sie das Rad im Uhrzeigersinn, um die F
um die Frästiefe zu verringern.
3. Arretieren Sie den Spannhebel (10), wenn sich die Oberfräse in der benötigten
befindet – insbesondere bei großen Frästiefen.
Tiefenanschlag und Revolver
• Die T
verschiedenen Frästiefen.
Nullpunkt einstellen
1.
Werkbank.
2.
befindet.
3.
vollständig freigegeben wird.
4.
herunter
5.
arretieren.
Frästiefen einstellen
1.
Frästiefe anhand der Skala einstellen lässt.
2.
bis die Oberseite des Rändelrades an der Skala auf der gewünschten Frästiefe steht.
Beispiel: Drehen Sie für eine Frästiefe von 3 mm das Rändelrad,
Höhe der 3-mm-Markierung an der Skala befindet.
3. Um eine zweite F
am anderen Rändelrad.
Auf die Frästiefe absenken
• Drehen Sie den Revolver
Tiefenanschlag befindet.
• Wenn Sie die Oberfräse nun absenken,
fixiert die Oberfräse auf diese W
Kreisbögen fräsen
Siehe Abb.
1. Montieren Sie die Gleitplattenverlängerung (ohne den Anschlag) an der Oberfräse.
2. Nehmen Sie die Zirkeleinheit (19) aus der Gleitplatte und bringen Sie sie mithilfe eines
kleinen Nagels oder einer Schraube, der/die durch eines der Löcher in der Zirkeleinheit
geführt wird, mittig auf Ihrem
dieser Position.
3. Senken Sie die Oberfräse und Gleitplatte über der Zirkeleinheit ab und bringen Sie die
Unterlegscheibe und die Flügelmutter wieder an.
4. Führen Sie die Oberfräse in ausgeschaltetem Zustand an der Kreislinie entlang, um den
Bogen zu überprüfen. Nehmen Sie gegebenenfalls notwendige Einstellungsänderungen vor
5. Fräsen Sie den Kreisbogen in mehreren
bei jedem Durchgang um beispielsweise 2 mm. Nehmen Sie den Schnitt nicht in nur einem
tiefen Fräsdurchgang vor
6. Durchtrennen des W
befestigen Sie ein zweites Brett aus Restmaterial an der Unterseite Ihres Werkstücks.
Fräsen Sie den Kreisbogen zunächst größer als benötigt.
durchtrennt ist, verringern Sie den Durchmesser und arbeiten Sie sich mit schmalen
Fräsdurchgängen in der gesamten
Stationäres Arbeiten
• Die Montage und Bedienung dieser Oberfräse auf einem Frästisch muss entsprechend der
mit dem Frästisch mitgelieferten Produktliteratur erfolgen.
925837_Manual.indd 25 18/05/2017 14:31